化学镀镍ELECTROLESS NICKEL PLATING
1. INTRODUCTION 介绍
A. The data in this subject comes from Boeing Process Specification BAC5728. The airline has a copy of the Boeing Process Specification Manual.
本主题中的数据来自波音工艺规范 BAC5728。航空公司有一本波音工艺规范手册。
B. The data is general. It is not about all situations or specific installations. Use this data as a guide to help you write minimum standards.
数据是通用的。并不涉及所有情况或特定安装。请将此数据作为指南,帮助您编写最低标准。
C. This nickel plating agrees with the requirements of MIL-C-26074 but, for parts 180 ksi and below, tests for hydrogen embrittlement are not necessary.
该电镀镍层符合 MIL-C-26074 的要求,但对于 180 ksi 及以下的零件,无需进行氢脆测试。
(1) Class 1 is the basic electroless nickel plating same as MIL-C-26074, Class 1, 3 and 4. Use this plating if the overhaul instructions do not include the class of electroless nickel plating.
1 级是与 MIL-C-26074,1、3 和 4 级相同的基本无电镀镍。如果大修说明不包括无电解镀镍的等级,则使用这种电镀。
(2) Class 2 is plating heat treated to make it hard, same as MIL-C-26074, Class 2.
2 级是经过热处理使其坚硬的电镀,与 MIL-C-26074 2 级相同。
(3) Class 3 is plating with increased corrosion protection.
3 级电镀具有更强的防腐蚀能力。
D. Refer to SOPM 20-00-00 for a list of all the vendor names and addresses.
参考 SOPM 20-00-00,了解所有供应商的名称和地址。
2. MATERIALS 材料
NOTE: Equivalent substitutes can be used.
注: 可使用同等替代品。
A. Nickel sulfate, liquid, electroless nickel grade
液体硫酸镍,化学镍等级
B. Potassium carbonate, anhydrous, reagent grade
无水碳酸钾,试剂级
C. Sulfamic acid, technical, V36701 or V87664
工业级氨基磺酸,V36701 或 V87664
D. Acetic acid, glacial, technical, O-A-76
工业级冰醋酸,O-A-76
E. Ammonium hydroxide, technical
工业氢氧化铵
F. Sulfuric acid, reagent grade
硫酸,试剂级
G. Elnic 100 System, Elnic, Inc.
Elnic 100 系统,Elnic,Inc.
(1) C-5 concentrate
C-5 浓缩物
(2) RP-1 nickel replenisher
RP-1 镍补充剂
(3) RP-2 catalyst replenisher
RP-2 催化剂补充剂
H. Duraposit 85 System, V21075
Duraposit 85 系统,V21075
(1) Duraposit M catalyst concentrate
Duraposit M 催化剂浓缩物
(2) Duraposit R nickel concentrate
Duraposit R 镍浓缩物
(3) Duraposit S base/catalyst replenisher
Duraposit S 碱/催化剂补充剂
I. Hydrochloric acid, 20 degree Baume’, technical grade, O-H-765
盐酸,20 度 Baume’,工业级,O-H-765
J. Filter bags — Polypropylene, 1 or 5 micron, V15472
过滤袋–聚丙烯,1 或 5 微米,V15472
K. Abrasive — Pumice, Grade FF
磨料 — 浮石,FF 级
L. Filter cartridges — 1 or 5 micron, V15472
滤芯 — 1 或 5 微米,V15472
M. Ammonium Hydroxide, reagent grade
氢氧化铵,试剂级
N. Niklad 794 System, V99442
Niklad 794 系统,V99442
(1) Niklad 794A makeup concentrate
Niklad 794A 浓缩修补液
(2) Niklad 794B makeup additive
Niklad 794B 补充修补剂
(3) Niklad 794HZ replenisher
Niklad 794HZ 补充剂
O. Niposit 65 System, V21079
Niposit 65 系统,V21079
(1) Niposit 65M, makeup concentrate
Niposit 65M,浓缩修补液
(2) Niposit 65R, nickel replenisher
Niposit 65R,镍补充剂
(3) Niposit 65S, base replenisher
Niposit 65S,碱补充剂
P. Endox 214, V02258
Q. Disposable Tank Liner — Polyethylene or polypropylene up to 0.030 inch thick
一次性槽衬–聚乙烯或聚丙烯,厚度不超过 0.030 英寸
R. Abrasive Paper — Wet- or dry silica carbide (only), 600 grit
研磨纸 — 碳化硅湿纸或干纸(仅限),600 粗细度
S. Scotch-Brite — Silicon carbide Type S (grey), ultrafine or superfine, V76381
Scotch-Brite — 碳化硅 S 型(灰色),超细或超细,V76381
T. Stop Off Material
停止材料
(1) Turco 544 Maskant, V61102
Turco 544 遮蔽剂,V61102
(2) Adcoat AC-828 or AC-850 Maskant, V1M391
Adcoat AC-828 或 AC-850 遮蔽剂,V1M391
(3) Adcoat AC-832 Topcoat, V1M391
Adcoat AC-832 面漆,V1M391
(4) MIL-P-23377
U. Nitric acid, technical grade
硝酸,工业级
3. EQUIPMENT 设备
A. Use plating tanks with agitation devices such as filtered air, or mechanical stirring, rocker arm, or a recirculated solution sufficient to make the temperature the same within +/- 5°F at all points in the tank. The tank can be of stainless steel (which can be acid passivated) with a passivation voltage source, cathodes and rectifier. Other tank materials can be used if a disposable liner is used.
电镀槽应配备搅拌装置,如过滤空气、机械搅拌、摇臂或足以使槽中各点温度在 +/- 5 °F 范围内相同的循环溶液。槽可以是不锈钢材质(可以进行酸钝化处理),配有钝化电压源、阴极和整流器。如果使用一次性衬垫,也可使用其他槽体材料。
B. Use filters that will agree with the filtration requirements specified for the plating solutions.
使用符合电镀溶液规定过滤要求的过滤器。
C. Auxiliary equipment such as heaters, pumps, and tanks used for makeup must permit acid passivation of their surfaces, or if nonmetal must be resistant to the passivating acid used. Cooling equipment is optional. The tanks must have covers.
辅助设备,如加热器、泵和用于修补液的槽,其表面必须允许酸钝化,如为非金属,则必须耐受所使用的钝化酸。冷却设备可选。槽必须有盖。
4. PREPARATION OF SOLUTIONS 溶液的配制
A. General Makeup and Control Requirements
通用配制和控制要求
NOTE: Refer to Paragraph 4.B. thru Paragraph 4.E., as applicable, for details about the nickel plating bath to be used.
注: 若适用,有关所用电镀镍液的详情,请参考第 4.B 段至第 4.E 段。
(1) Make up the solution in a clean tank.
在清洁槽中配制溶液。
(a) If a stainless steel tank is used before you make up the plating solution, passivate all stainless steel surfaces with concentrated nitric acid at a temperature of 70-90°F. Let the nitric acid flow for 1 hour minimum throughout the system to include all pipes, filter holders (empty), and pumps. Drain, collect, and keep the nitric acid in a stainless steel container at the end of this passivation procedure to let you use it to clean and passivating the system again if the solution contains no more than 2 oz/gal nickel and 5 ppm copper. Then fully rinse and flush the system with water to be sure of the removal of all nitric acid from all surfaces that will touch the electroless nickel plating solution. Hose down the tank walls. Then, send small amounts of water through the system. Do this until the pH is 6.5 minimum. A maximum of 1 gallon of ammonium hydroxide, technical grade, can be added for each 50 gallons of rinse water used here.
如果使用不锈钢槽,在配制电镀溶液前,用浓硝酸在 70-90°F 温度下钝化所有不锈钢表面。让硝酸在整个系统中流动至少 1 小时,包括所有管道、过滤器(空)和泵。在钝化程序结束后,将硝酸排出、收集并保存在不锈钢容器中,以便在溶液中镍含量不超过 2 oz/gal 和铜含量不超过 5 ppm 时,再次使用硝酸对系统进行清洗和钝化。然后用水充分冲洗和冲刷系统,以确保将接触电镀镍溶液的所有表面上的硝酸都清除干净。用软管冲洗槽壁。然后,向系统中注入少量水。直到 pH 值最小为 6.5。每 50 加仑冲洗水最多可添加 1 加仑工业级氢氧化铵。
(b) When stainless steel tanks are used, apply and keep a 1.0-1.5 volt anodic potential on the tank.
使用不锈钢槽时,在槽上施加并保持 1.0-1.5 伏的阳极电位。
(2) Add the specified chemicals in the sequence given by the plating procedure to be used.
按照电镀程序规定的顺序加入规定的化学药剂。
(3) Use water with these properties:
使用具有以下特性的水:
(a) Water for plating solutions must have an electrical resistivity of not less than 50,000 ohm-cm.
电镀溶液用水的电阻率不得小于 50,000 ohm-cm。
(b) Rinse water must not contain more than 750 ppm total solids.
冲洗水的总固体含量不得超过 750 ppm。
(4) When you move the plating solution from the holding tank to the plating tank, send it through a 5-micron filter. During plating, send at least 5 tank volumes per hour through a 5-micron filter. When you plate for long continuous times, 10 volumes per hour is the best rate. As an alternative, batch-filter at least 5 tank volumes through a 5-micron filter at least once each 24 hour period that the solution is used.
将电镀溶液从保温槽移至电镀槽时,要通过 5 微米的过滤器。电镀过程中,每小时至少要有 5 个电镀槽的体积容量通过 5 微米过滤器。连续电镀时间较长时,最好每小时 10 体积容量。作为替代方法,在使用溶液的每24小时内,至少用 5 微米过滤器过滤至少 5 槽体积的溶液。
(5) Heat the solution to the operating temperature immediately before you start to plate.
开始电镀前,立即将溶液加热到工作温度。
(6) Cool the solution to below 150°F immediately after plating is complete.
电镀完成后立即将溶液冷却至 150°F 以下。
(7) Adjust the solution to the specified control limits (laboratory analysis) before plating, and while the solution is below 150°F. Mix fully before you heat the solution to the plating temperature. Niposit 65 plating solution can be adjusted during the plating procedure by its procedure for a hot solution.
在电镀前,当溶液低于 150°F 时,将溶液调整到规定的控制限制(实验室分析)。在将溶液加热到电镀温度之前要充分混合。Niposit 65 电镀溶液可在电镀过程中按其热溶液的程序进行调整。
(8) Decomposition of the bath will cause bubbles of gas with a black precipitate of finely divided nickel. If this occurs, quickly cool the solution and discard it. Do not try to make it serviceable. Clean and passivate the tank again before you use it to make a new solution.
镀液分解时会产生气泡,并伴有黑色的细镍沉淀。如果出现这种情况,应迅速冷却溶液并报废。不要试图使其恢复使用。在使用该槽配制新溶液之前,请再次对其进行清洁和钝化。
(9) Keep the cover on the tank at all times except when you add or remove parts for plating or during maintenance of solution. Particulate matter that falls into the solution will cause rough plating.
除添加或拆卸电镀零件或维护溶液时外,请始终盖好槽盖。颗粒物质落入溶液中会导致电镀粗糙。
B. Niposit 65 Plating Solution
Niposit 65 电镀溶液
WARNING :NIPOSIT CONCENTRATES ARE HARMFUL IF SWALLOWED. DO NOT TAKE INTERNALLY. AVOID BREATHING OF VAPORS. AVOID CONTACT WITH SKIN, EYES, AND CLOTHING. WEAR PROTECTIVE CLOTHING, RUBBER GLOVES, AND SAFETY GLASSES. MANUAL: CMM MODEL: 747
警告:Niposit 浓缩液吞咽有害。切勿内服。避免吸入蒸汽。避免接触皮肤、眼睛和衣物。穿戴防护服、橡胶手套和安全眼镜。手册: CMM 型号:747
(1) Clean the auxiliary tank and add these materials in the sequence given:
清洗辅助槽,并按给出的顺序添加这些材料:
![图片[1]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-1.png)
(2) Control the plating solution temperature within +/- 5°F of a value in the range of 180-205°F (195-200°F is best).
将电镀溶液温度控制在 180-205°F 的 +/- 5°F 范围内(195-200°F 最佳)。
(3) Control the metallic nickel in the plating solution at 5.7 – 7.8 g/liter (6.9 – 7.1 g/liter is best). Control the pH at 4.6-5.2.
将电镀液中的金属镍控制在 5.7 – 7.8 克/升(6.9 – 7.1 克/升最佳)。将 pH 值控制在 4.6-5.2。
(a) For each gallon of solution and each 1.0 gram/liter (3.8 gram/gal) of nickel required, add 37 ml of Niposit 65R followed by 74 ml of Niposit 65S.
每加仑溶液和每 1.0 克/升(3.8 克/加仑)所需的镍,先加入 37 毫升 Niposit 65R,再加入 74 毫升 Niposit 65S。
1) Add the concentrates slowly to a cold solution as you stir it.
边搅拌边将浓缩物缓慢加入冷溶液中。
2) Add no more than one gallon at a time and add one replenisher, then the other and stir each until the necessary amount is added.
每次添加不超过一加仑,先添加一种补充剂,然后再添加另一种,并搅拌每种补充剂,直到添加完所需的量。
3) If a draw off is necessary, first adjust the solution up to or evaporate down to its original makeup volume and make an analysis. If this is not done, imbalance will occur of the proprietary additives which keep the plating rate stable.
如果需要排出,先将溶液调整到或蒸发到原来的修补体积,然后进行分析。如果不这样做,就会导致保持电镀速率稳定的专有添加剂失衡。
(b) Increase the pH with ammonium hydroxide. Decrease the pH with a sulfuric acid solution (1 volume acid added to 9 volumes water).
用氢氧化铵提高 pH 值。用硫酸溶液降低 pH 值(将 1 体积的酸加入 9 体积的水中)。
(4) Metal contamination limits:
金属污染限制:
![图片[2]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-2.png)
(5) During the plating procedure, a hot solution can be adjusted when parts are in the bath with these precautions:
在电镀程序中,当零件在电镀槽中时,可根据以下注意事项调节热溶液:
(a) At the same time, from opposite sides of the tank, slowly add two parts Niposit 65S and one part Niposit 65R. Add as you stir the solution. For maximum plate and solution life, add sufficient replenishment to keep the chemical concentration of nickel in the 6.9-7.1 g/liter range as plating continues. The rate of addition can be made to agree with the calculated decrease of nickel from the solution. Calculate this before the start of plating and make the adjustments in increments during the expected plating time.
同时从槽的两侧缓慢加入两份 Niposit 65S 和一份 Niposit 65R。边搅拌溶液边添加。为了最大限度地延长电镀板和溶液的寿命,在继续电镀时,应添加足够的补充液,使镍的化学浓度保持在 6.9-7.1 克/升的范围内。添加速度可与计算出的溶液中镍的减少量保持一致。在电镀开始前进行计算,并在预期电镀时间内逐步调整。
(b) Adjustment of nickel to the correct value usually keeps the solution pH in the correct range. More adjustments can be made with reagent grade ammonium hydroxide or sulfuric acid. Dilute the concentrated sulfuric acid to 50% by volume before you add it to the plating bath. The Niposit replenishers 65R and 65S can also be used individually to make small pH adjustments.
将镍调整到正确值通常能使溶液 pH 值保持在正确范围内。可使用试剂级氢氧化铵或硫酸进行更多调整。将浓硫酸稀释到 50%(体积比)后再加入电镀槽中。也可单独使用 Niposit 补充剂 65R 和 65S,对 pH 值进行小幅调整。
(c) If there is a large decrease in solution volume, as by spills or unusual drag out, add more solution made by the above instructions.
如果溶液体积因溢出或异常拖出而大量减少,可添加更多按上述说明配制的溶液。
C. Duraposit 85 Plating Solution
Duraposit 85 电镀溶液
(1) Clean the auxiliary tank and add these materials in the sequence given:
清洗辅助槽,并按给出的顺序添加这些材料:
![图片[3]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-3.png)
NOTE: Liquid nickel sulfate contains approximately 133.8 grams/liter metallic nickel or 600 grams/liter as nickel sulfate hexahydrate.
注: 液体硫酸镍约含 133.8 克/升金属镍或 600 克/升六水硫酸镍。
(2) Control the nickel concentration at 80-100% (4.9-6.1 grams/liter as nickel).
将镍浓度控制在 80-100%(以镍计为 4.9-6.1 克/升)。
(a) Add Duraposit R or liquid nickel sulfate as necessary but not more than 15% at one time.
根据需要添加 Duraposit R 或液体硫酸镍,但一次添加量不得超过 15%。
(b) For each part of Duraposit R or liquid nickel sulfate added, subsequently and slowly add two parts of Duraposit S.
每加入一份 Duraposit R 或液体硫酸镍,随后缓慢加入两份 Duraposit S。
(3) Control the solution pH at 4.8-5.2. Increase the pH with liquid potassium carbonate (700 grams/liter of the anhydrous compound in deionized water). Decrease the pH with sulfuric acid approximately 20%.
将溶液 pH 值控制在 4.8-5.2。用液体碳酸钾(去离子水中的无水化合物,700 克/升)提高 pH 值。用硫酸降低 pH 值约 20%。
(4) Control the solution temperature at 180-200°F (190°F is best).
将溶液温度控制在 180-200°F (190°F 最佳)。
(5) Control the load at 0.25-1.00 square feet per gallon (1.00 sq. ft./gal is best).
负荷控制在 0.25-1.00 平方英尺/加仑(1.00 平方英尺/加仑最佳)。
(6) Metal contamination limits:
金属污染限制:
![图片[4]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-4.png)
(7) Replace the solution after 3 operational cycles.
运行 3 个循环后更换溶液。
D. Elnic 100 Plating Solution
Elnic 100 电镀溶液
(1) Clean the auxiliary tank. Then add 4 volume parts water and 1 volume parts C-5 concentrate.
清洗辅助槽。然后加入 4 体积份的水和 1 体积份的 C-5 浓缩液。
(2) Control the nickel concentration at 75-95% (5-7 grams/liter as nickel).
将镍浓度控制在 75-95%(每升含 5-7 克镍)。
(a) We recommend adjustment when the nickel concentration decreases to 85%. Add replenishers RP-1 and RP-2 as necessary while parts are plating. For best results, add the replenishers in 5 or 10% increments. For a 10% increment adjustment, add 25 ml of RP-1 and 50 ml of RP-2 per gallon of plating solution.
我们建议在镍浓度降至 85% 时进行调整。在零件电镀时,根据需要添加补充剂 RP-1 和 RP-2。为获得最佳效果,以 5%或 10%的增量添加补充剂。以 10%的增量进行调整时,每加仑电镀溶液中添加 25 毫升 RP-1 和 50 毫升 RP-2。
(b) Add the RP-1 replenisher smoothly across the tank. Then add the RP-2 replenisher slowly to prevent foam. Do not add RP-2 around the heaters or above the parts.
在整个槽中平稳加入 RP-1 补充剂。然后缓慢加入 RP-2 补充剂,以防止产生泡沫。不要在加热器周围或零件上方添加 RP-2。
(c) Make the analysis for nickel as frequently as necessary to be sure the nickel constration stays in the correct range.
根据需要经常进行镍分析,以确保镍含量保持在正确的范围内。
(3) Control the solution pH at 4.6-4.8.
将溶液 pH 值控制在 4.6-4.8。
(a) Usually adjustment of the nickel to the correct value keeps the solution pH in the correct range. More adjustment can be made with ammonium hydroxide or sulfuric or acetic acid. The ammonium hydroxide and the sulfuric acid must be first diluted with an equal volume of deionized water.
通常将镍调整到正确的值可使溶液 pH 值保持在正确的范围内。可使用氢氧化铵、硫酸或醋酸进行更多调整。氢氧化铵和硫酸必须先用等体积的去离子水稀释。
(b) Checks of the pH are best made after the nickel adjustment is completed. Large changes in solution pH are usually a sign of contamination that comes in from the pretreatment line.
最好在完成镍调整后再检查 pH 值。溶液 pH 值的大幅变化通常是预处理线污染的迹象。
(4) Control the solution temperature at 185-195°F.
将溶液温度控制在 185-195°F。
(5) Control the load at 0.25-1.00 square feet per gallon (0.4 sq ft/gal is best).
负荷控制在 0.25-1.00 平方英尺/加仑(0.4 平方英尺/加仑最佳)。
(6) Metal contamination limits:
金属污染限制:
![图片[5]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-5.png)
![图片[6]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-6.png)
(7) At the end of each cycle of operation (a 100% replenishment which is the same as 250 ml RP-1 and 500 ml of RP-2), add 10% C-5 concentration. Then adjust the nickel concentration per Paragraph 4.D.(2) above.
在每个操作循环结束时(100% 补充,相当于 250 毫升 RP-1 和 500 毫升 RP-2),加入 10% 的 C-5 浓度。然后根据上述第 4.D.(2)段调整镍浓度。
E. Niklad 794 Plating Solution
Niklad 794 电镀溶液
(1) Clean the auxiliary tank and add these materials in the sequence given:
清洗辅助槽并按指定顺序加入这些材料:
![图片[7]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-7.png)
(2) Control the pH at 4.5-5.5. Increase the pH with ammonium hydroxide. Decrease the pH with a sulfuric acid solution (1 volume acid added to 9 volumes water).
将 pH 值控制在 4.5-5.5。用氢氧化铵提高 pH 值。用硫酸溶液(1 体积酸加入 9 体积水)降低 pH 值。
(3) Control the plating solution temperature at 185-205°F.
将电镀溶液温度控制在 185-205°F。
(4) Control the dissolved nickel in the solution at 0.4-0.9 oz/gal.
将溶液中的溶解镍控制在 0.4-0.9 oz/gal。
(a) For each 0.1 oz/gal of nickel deposited, add 2.0 fl oz/gal (1.5 gal/100 gal) each of Niklad 794A and Niklad 794B.
每沉积 0.1 盎司/加仑的镍,添加 2.0 液量盎司/加仑(1.5 加仑/100 加仑)的 Niklad 794A 和 Niklad 794B。
(b) When the plating thickness will be more than 0.003 inch, use 20 gal/100 gal Niklad 794B for make up. If not, use Niklad 794B only when there is a large decrease in solution volume, as because of spills or unusual heavy drag out.
当电镀厚度将超过 0.003 英寸时,使用 20 加仑/100 加仑的 Niklad 794B 进行补充。否则,只有在溶液量大幅减少(如溢出或异常严重拖出)时,才使用 Niklad 794B。
(5) Metal contamination limits:
金属污染限值:
![图片[8]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-8.png)
(6) Adjustment of nickel to the correct value usually keeps the solution pH in the correct operating range. If more adjustment of pH is necessary, refer to Paragraph 4.E.(2) above.
将镍调节至正确值通常可使溶液 pH 值保持在正确的操作范围内。如果需要进一步调整 pH 值,请参阅上文第 4.E.(2)段。
F. Uninhibited Hydrochloric Acid Solution (BAC5625, Solution 19)
无抑制盐酸溶液(BAC5625,溶液 19)
(1) Add 14 gallons hydrochloric acid to 86 gallons water to make 100 gallons final solution.
在 86 加仑水中加入 14 加仑盐酸,配成 100 加仑最终溶液。
(2) Maintain solution at a temperature of 60-140°F.
保持溶液温度在 60-140 °F。
(3) Control solution at 5.5-8.0 oz/gal hydrochloric acid and 1.0 oz/gal (maximum) iron.
将溶液控制在 5.5-8.0 oz/gal 盐酸和 1.0 oz/gal(最大值)铁。
G. Sulfamic Acid Solution
氨基磺酸溶液
(1) For each 100 gallons of solution, put 75 gallons water in a tank. Add and dissolve 90 pounds of sulfamic acid. Then add water as necessary.
每 100 加仑溶液,在槽中放入 75 加仑水。加入并溶解 90 磅氨基磺酸。然后根据需要加水。
(2) Control the solution at 13-15 oz/gal. Operate at room temperature.
将溶液控制在 13-15 oz/gal。在室温下操作。
5. PREPARATION OF PARTS 零件的准备
A. General
概述
(1) The base metal must be free from defects that will be a problem for serviceability of the coating and part.
基体金属必须无缺陷,以免影响镀层和零件的可用性。
(2) Unless specified by the overhaul instructions, the surfaces of parts to be plated must be 125 microinch finish or smoother, and have no blemishes, pits, tool marks or other irregularities.
除非大修说明有规定,电镀零件的表面必须是 125 微英寸或更光滑,没有瑕疵、凹坑、工具痕迹或其他不规则。
(3) Unless specified, apply this plating after all base-metal heat treatment and mechanical operations (machining, brazing, welding, forming, perforating, etc.).
除非有规定,电镀应在所有母材热处理和机械操作(机加工、钎焊、焊接、成型、穿孔等)后进行。
B. Before plating, stress relieve all low alloy and corrosion resistant steel parts per the overhaul instructions. Where no stress relief details are given stress relief per SOPM 20-10-02.
电镀前,根据大修说明对所有低合金钢和耐腐蚀钢零件进行应力消除。如无应力消除详情,则按 SOPM 20-10-02 进行应力消除。
C. Cleaning, Masking Racking
清洁、遮蔽架
(1) If necessary, vapor degrease, emulsion clean, solvent clean, manual clean, or alkaline clean per SOPM 20-30-03.
如有必要,按照 SOPM 20-30-03 进行蒸汽脱脂、乳剂清洗、溶剂清洗、手工清洗或碱性清洗。
(2) Remove scale from clean ferrous alloys, nickel alloys, cobalt alloys, and nickel plate and coil springs per SOPM 20-30-03.
根据 SOPM 20-30-03,清除干净铁合金、镍合金、钴合金、镍电镀和螺旋弹簧上的垢。
(3) Surfaces must be water-break-free after they are put in any processing solution or rinse, except after vapor degreasing, solvent cleaning, or emulsion cleaning. A water-break-free surface is a surface which keeps a continuous water film for a period of at least 30 seconds after spray or soak in clean water at temperatures less than 100°F. Clean parts which do not have water-break-free surfaces.
除蒸气除油、溶剂清洗或乳液清洗外,表面放入任何加工溶液或冲洗后必须无断水。无断水表面是指在温度低于 100 °F 的清水中喷洒或浸泡至少 30 秒钟后仍能保持连续水膜的表面。清洁无断水表面的零件。
(4) Put parts in racks to prevent caught gas during the plating. Do not let parts touch other parts or the tank. Turn parts to help them drain. Let the rack touch the parts in other than important areas if possible.
将零件放在架子上,防止电镀时夹带气体。不要让零件接触其他零件或槽。转动零件以帮助其排出气体。尽可能让托架接触重要部位以外的零件。
(5) Use electroless nickel stop-off on racks, fixtures, and as a maskant on parts.
在托架、夹具上使用化学镍阻挡剂,并在零件上使用遮蔽剂。
D. Activation
活化
NOTE: Unless specified, rinse water temperature must be less than 200°F.
注: 除非有规定,否则冲洗水温必须低于 200°F。
(1) Heat-Treated Alloy Steels
热处理合金钢
(a) For steels above 180 ksi, dry abrasive blast per SOPM 20-30-03. For steels below 180 ksi, this is preferred option to the TSPG or Endox 214 activation procedures.
对于 180 ksi 以上的钢材,按照 SOPM 20-30-03 进行干式喷砂。对于低于 180 ksi 的钢材,TSPG 或 Endox 214 活化程序的首选方案。
(b) TSPG Procedure
TSPG 程序
1) Periodic reverse clean in TSPG cleaner per SOPM 20-30-03 to remove heat scale, discoloration or rust. Usually 5-20 minutes is sufficient. As an option, abrasive blast with sand or water and pumice per SOPM 20-30-03.
根据 SOPM 20-30-03,定期在 TSPG 清洁剂中进行反向清洁,以去除热垢、变色或锈迹。通常 5-20 分钟即可。也可按照 SOPM 20-30-03 标准,用沙子或水和浮石进行喷砂处理。
2) Put the parts in sulfamic acid solution for 1-2 minutes to remove smut. Examine the surface for water breaks and, if necessary, clean again per Paragraph 5.C.(1), Paragraph 5.C.(2).
将零件放入氨基磺酸溶液中 1-2 分钟,以去除污垢。检查表面是否有断水,如有必要,按照第 5.C.(1)和第 5.C.(2)段再次清洁。
3) Periodic reverse clean in TSPG solution per SOPM 20-30-03 for 1-2 minutes. Stop on the cathodic cycle.
按照 SOPM 20-30-03 的规定,在 TSPG 溶液中定期反向清洁 1-2 分钟。在阴极循环时停止。
4) Rinse with water. If the parts have smut, put them in sulfamic acid solution for 30-60 seconds. Rinse again and put the parts in the plating solution. Do not let the parts dry.
用清水冲洗。如果零件有污垢,将其放入氨基磺酸溶液中 30-60 秒。再次冲洗后将零件放入电镀溶液中。不要让零件干燥。
(c) Endox 214 Procedure
Endox 214 程序
1) Periodic reverse clean in Endox 214 solution per SOPM 20-30-03. Scotch-Brite or water-pumice-air blast can be used to help in scale removal.
根据 SOPM 20-30-03,定期在 Endox 214 溶液中进行反向清洁。可使用 Scotch-Brite 或水-泵-空气喷射来帮助除垢。
2) Rinse with water. If the parts have smut or scale, hand scour thoroughly with silicon carbide Scotch-Brite (ultra-fine) or 600 grit silicon carbide wet/dry paper and clean water. Rinse thoroughly for at least 5 minutes. Examine the surface for water-breaks again. If water-breaks occur in less than 30 seconds, rescour, rinse, and examine again for water-breaks. Then, if water-breaks occur, go back to Paragraph 5.D.(1)(c)1) and do the procedure again.
用清水冲洗。如果零件上有污垢或水垢,则用碳化硅 Scotch-Brite(超细)或 600 粗细度碳化硅湿/干纸和清水彻底手工擦洗。彻底冲洗至少 5 分钟。再次检查表面是否有断水。如果在 30 秒内出现断水,则重新冲洗、冲洗并再次检查是否有断水。然后,如果出现断水,回到第 5.D.(1)(c)1)段,再次执行该程序。
3) When no water-breaks occur, activate with Endox 214 for 2-5 minutes at 3-7 volts with the periodic reverser set as in the cleaning procedure of Paragraph 5.D.(1)(c)1) above. End up anodically for 10-20 seconds before you turn off the rectifier.
如果没有出现断水现象,则使用 Endox 214 在 3-7 伏电压下激活 2-5 分钟,并按上文第 5.D.(1)(c)1)段的清洗程序设置周期反向器。阳极处理 10-20 秒后关闭整流器。
4) Rinse with water for 10-15 minutes. If the parts have smut, put the parts in sulfamic acid solution for 1-2 minutes. Rinse again with water for 2-5 minutes.
用清水冲洗 10-15 分钟。如果零件有污垢,将零件放入氨基磺酸溶液中 1-2 分钟。再用水冲洗 2-5 分钟。
5) Periodic reverse activate in Endox 214 for 1-2 minutes at 3.5-4.5 volts. Use the same periodic reverse cycle as in the cleaning procedure of Paragraph 5.D.(1)(c)1) above. Make the last cycle 15-20 seconds anodic.
在 Endox 214 中以 3.5-4.5 伏电压定期反向激活 1-2 分钟。使用与上文第 5.D.(1)(c)1)段清洗程序相同的周期性反向循环。最后一个循环为 15-20 秒阳极循环。
6) Do not let the activated parts dry. Keep parts wet at all times. Rinse in air-agitated tap water or deionized water for at least 5 minutes. Continue to keep the parts wet until fully in the plating solution.
不要让活化的零件干燥。始终保持零件湿润。在空气搅拌的自来水或去离子水中冲洗至少 5 分钟。继续保持零件湿润,直到完全进入电镀溶液。
(2) Non-Heat-Treated Alloy Steel
未经热处理的合金钢
(a) Put the parts in uninhibited hydrochloric acid solution for 1 minute maximum.
将零件放入未抑制的盐酸溶液中最多 1 分钟。
(b) Rinse and examine for smut. If the parts have no smut, rinse and continue with plating process. If the parts have smut, activate with the procedure for heat-treated alloy steel in Paragraph 5.D.(1) above.
冲洗并检查是否有污垢。如果零件没有污点,则冲洗并继续电镀工序。如零件有污点,则按上文第 5.D.(1)段中热处理合金钢的程序进行。
(c) Nickel-Plate, Corrosion Resistant Steel, Nickel and Cobalt Base Alloys — Activate and nickel strike per SOPM 20-42-09 and continue with plating process.
镍电镀、耐腐蚀钢、镍和钴基合金 — 按照 SOPM 20-42-09 进行活化和镀镍,然后继续电镀工序。
(d) Aluminum Alloys — Prepare for plating per SOPM 20-41-04.
铝合金 — 按照 SOPM 20-41-04 进行电镀准备。
6. ELECTROLESS NICKEL PLATING PROCEDURE 化学电镀镍程序
A. Do not let the parts dry after activation. Immediately put them in the plating solution. If gassing does not start immediately, momentarily make the parts cathodic (negative) 1-3 volts or touch the parts with a nickel plated or soft iron wire. The tank passivation system can be used as the activation voltage source.
激活后不要让零件干燥。立即将其放入电镀溶液中。如果析气没有立即开始,可瞬间使零件阴极(负极)电压为 1-3 伏,或用镀镍或软铁丝接触零件。槽钝化系统可用作活化电压源。
B. Constant agitation is necessary when the solutions are above 160°F. Air agitation is preferred, but mechanical agitation can be used if this moves the solution satisfactorily. Also, air agitation or filtered plating solution pointed at some areas of the part can be used to prevent gas pits or nodules because of contamination that comes down on surfaces, especially top surfaces. Mechanical movement of the part to prevent nodules or rough surfaces is recommended.
当溶液温度高于 160°F 时,需要不断搅拌。最好使用空气搅拌,但如果机械搅拌能满意地移动溶液,也可以使用。此外,还可使用空气搅拌或过滤电镀溶液对准零件的某些区域,以防止因污染物落在表面上(尤其是顶面)而产生气坑或结节。建议对零件进行机械运动,以防止出现结节或粗糙表面。
C. Include adhesion control coupons and, as applicable, corrosion and Class 2 and 3 control specimens with each tank load of parts. Plate these coupons along with the parts and do not remove them until the plating is completed.
将附着力控制试样及(如适用)腐蚀和 2 级和 3 级控制试样与每个零件槽装载在一起。将这些试样与零件一起电镀,在电镀完成之前不得取下。
D. The specimens used to monitor the plating thickness and calculate the plating rates can be removed at different times before completion of the plating. A correctly adjusted electroless nickel bath will plate at approximately 0.0005 inch per hour per surface.
用于监测电镀厚度和计算电镀率的试样可在电镀完成前的不同时间取出。调整正确的化学镍镀液每小时每个表面的电镀速度约为 0.0005 英寸。
E. Do not let parts touch each other or the tank.
不要让零件相互接触或接触槽。
F. Turn and move parts to prevent problems caused by caught gas bubbles.
转动和移动零件,防止气泡堵塞造成问题。
G. Do not let the solution level decrease below 90% of the initial level. Add water to keep the level up. If a long plating cycle will decrease the nickel below the minimum permitted concentration, adjust the solution as necessary during the plating operation.
不要让溶液液面低于初始液面的 90%。加水以保持液面。如果电镀周期过长会使镍含量降至允许的最低浓度以下,则应在电镀操作过程中根据需要调整溶液。
H. Plating thickness
电镀厚度
(1) If the specified thickness is 0.004 inch or less, plate to get that thickness.
如果规定厚度为 0.004 英寸或更小,电镀时要达到该厚度。
(2) If the specified thickness is more than 0.004 inch, remove the part from the plating bath at each 0.003-0.005 inch buildup. Rinse and make the surface rough with silicon carbide paper or Scotch-Brite. (This surface treatment is not necessary if there are no nodules or other buildups.) Activate and continue plating. Do not plate thicker than 0.015 inch.
如果规定厚度大于 0.004 英寸,则在每增加 0.003-0.005 英寸时将零件从电镀槽中取出。冲洗并用碳化硅纸或Scotch-Brite使表面粗糙。(如果没有结节或其他堆积物,则无需进行这种表面处理)。活化并继续电镀。电镀厚度不要超过 0.015 英寸。
(3) If the plating thicknes is not specified by the overhaul instructions, refer to Paragraph 7.B. for minimum thickness requirements by alloy type.
如电镀厚度未在大修说明中规定,请参阅第 7.B 段,了解合金类型的最小厚度要求。
I. If the plating must be stopped, such as when bath decomposition occurs, immediately remove the parts and the test specimens from the plating bath. Rinse and dry them. Examine the plating for defects. If the plating is satisfactory, periodic reverse clean per SOPM 20-30-03 (optional) and then nickel strike per SOPM 20-42-09. Then continue plating.
如果必须停止电镀,例如电镀液发生分解,应立即将零件和试样从电镀液中取出。冲洗并擦干。检查电镀是否有缺陷。如果电镀效果令人满意,则按照 SOPM 20-30-03(可选)进行定期反向清洁,然后按照 SOPM 20-42-09 进行镀镍。然后继续电镀。
J. Remove the parts from plating tank. Rinse, dry and visually examine the parts.
从电镀槽中取出零件。冲洗、擦干并。目视检查零件。
K. Remove maskant. Parts can be rinsed again and dried or alkaline cleaned per SOPM 20-30-03 to remove stains.
去除掩蔽剂。可再次冲洗零件并晾干,或按照 SOPM 20-30-03 进行碱性清洗以去除污渍。
L. Post Plate Baking Requirements
电镀后烘烤要求
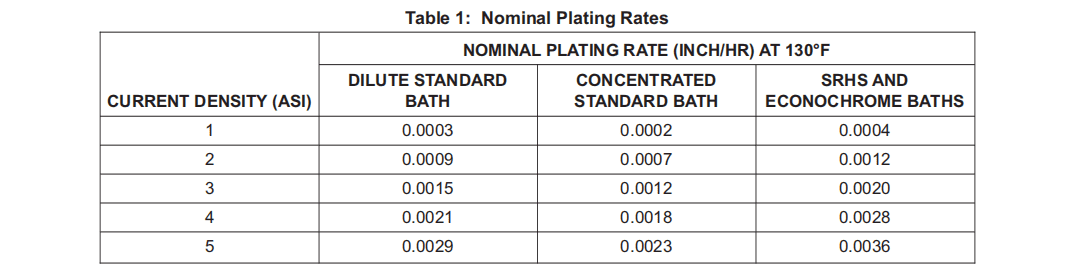
(1) If not specified by overhaul manual instructions, bake parts per Table 1.
如果大修手册说明中没有规定,则按表 1 对零件进行烘烤。
![图片[9]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-9.png)
![图片[10]-SOPM20-42-08化学镀镍-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5109-10.png)
7. QUALITY CONTROL 质量控制
A. The nickel plating must be smooth, fine-grained, and have no blisters, pits, nodules, or porosity or separation when examined without magnification. Discoloration resulting from baking is acceptable.
电镀镍层必须光滑、颗粒细腻,在不使用放大镜的情况下检查不得有砂眼、凹坑、结节、气孔或分离。因烘烤而产生的变色是可以接受的。
B. On parts other than aluminum, the plating must not come off when tested per BSS 7235. As an alternative for parts plated per MIL-C-26074, the plating must not come off from the outside radius of a part or specimen that was bent 180° on a 1/2-inch diameter mandrel.
对于铝以外的零件,电镀层在按照 BSS 7235 测试时不得脱落。对于按 MIL-C-26074 标准电镀的零件,电镀层不得从在直径 1/2 英寸心轴上弯曲 180°的零件或试样的外半径处脱落。
C. Unless specified by overhaul instruction, the minimum thickness must be:
除非大修说明规定,最小厚度必须为:
(1) On ferrous alloys with less than 12% chromium, 0.0020 inch
铬含量低于 12%的铁合金,0.0020 英寸
(2) On aluminum and aluminum alloys, 0.015 inch
铝和铝合金,0.015 英寸
(3) On all other metals, 0.0005 inch
所有其他金属,0.0005 英寸
D. For tests of hardness, corrosion resistance and hydrogen embrittlement, refer to BAC5728.
有关硬度、耐腐蚀性及氢脆的测试,请参阅 BAC5728。









暂无评论内容