内部装饰饰面的应用APPLICATION OF INTERIOR DECORATIVE FINISHES
1. INTRODUCTION 介绍
A. The data in this subject comes from Boeing Process Specification BAC5755. The airline has a copy of the Boeing Process Specification Manual.
本主题中的数据来自波音工艺规范 BAC5755。航空公司有一本《波音工艺规范手册》。
B. The data is general. It is not about all situations or specific applications. Use it as a guide to help you write minimum standards.
数据是通用的。它不涉及所有情况或具体应用。请将其作为帮助您编写最低标准的指南。
C. Refer to SOPM 20-00-00 for a list of all the vendor names and addresses.
请参阅 SOPM 20-00-00,了解所有供应商的名称和地址。
2. MATERIALS 材料
WARNING :THESE FINISHES AND SOLVENTS ARE POISONOUS AND FLAMMABLE. DO ALL WORK IN A WELL VENTILATED AREA. OBEY ALL SAFETY AND FIRE PRECAUTIONS. DO NOT BREATHE VAPORS. IF CHEMICALS GET IN EYES, FLUSH WITH WATER FOR 15 MINUTES AND GET MEDICAL ATTENTION IMMEDIATELY. IF CHEMICALS GET ON SKIN, FLUSH WITH WATER. WIPE UP ALL SPILLS IMMEDIATELY.
警告 :这些饰面和溶剂有毒且易燃。请在通风良好的地方进行所有作业。遵守所有安全和防火措施。切勿吸入蒸汽。如果化学品进入眼睛,用水冲洗 15 分钟并立即就医。如果化学品沾到皮肤上,用水冲洗。立即擦掉所有溢出物。
NOTE: Equivalent substitutes can be used.
注: 可使用同等替代品。
A. Solvents (SOPM 20-60-01)
溶剂(SOPM 20-60-01)
(1) Petroleum Aliphatic Naphtha, TT-N-95, type 1 and 2
石油脂肪石脑油,TT-N-95,类型 1 和 2
(2) Cleaning Solvent — BMS 3-2
清洁溶剂 — BMS 3-2
(3) Mineral Spirits — TT-T-291
矿油精 — TT-T-291
(4) Dry Cleaning Solvent — P-D-680, type 1
干洗溶剂 — P-D-680,类型 1
(5) Methyl Ethyl Ketone (MEK) — TT-M-261
甲基乙基酮(MEK) — TT-M-261
(6) Toluene — TT-T-548
甲苯 — TT-T-548
(7) Denatured Alcohol — O-E-760
变性乙醇 — O-E-760
(8) Butyl Cellusolve — TT-E-776
(9) Xylene — TT-X-916
二甲苯 — TT-X-916
(10) Lacquer Thinner — TT-T-266B
油漆稀释剂 — TT-T-266B
B. Cleaners (SOPM 20-60-01)
清洁剂(SOPM 20-60-01)
(1) Orvus WA Soap
Orvus WA 肥皂
(2) Vel Soap
Vel 肥皂
C. Sealers, Fillers, Surfacers (SOPM 20-60-02)
密封剂、填充剂、表面处理剂(SOPM 20-60-02)
(1) Varnish, Moisture and Fungus Resistant — MIL-V-173
防潮防霉清漆 — MIL-V-173
(2) Varnish, Moisture and Fungus Resistant — Rudd 85-173
防潮防霉清漆 — Rudd 85-173
(3) Acrylic Bonding Sealer — AS-900
丙烯酸粘合密封剂 — AS-900
(4) Filler (Static Conditioner) — Magna 28-C-1
填充剂(静电调节剂) — Magna 28-C-1
(5) Surfacer — Duratite Surfacing Putty (white and other colors)
表面处理剂 — Duratite 表面处理腻子(白色和其他颜色)
(6) Surfacer — Dual Purpose No. 4 glazing putty
表面处理剂 — 双用途 4 号上釉腻子
D. Decorative Coatings (SOPM 20-60-02 unless shown differently)
装饰涂料(SOPM 20-60-02 除非另有说明)
(1) Interior Decorative Water Emulsion Paint — BMS 10-55
内部装饰水乳胶漆 — BMS 10-55
(2) Clear Baking Enamel — BMS 10-78
透明烤漆 — BMS 10-78
(3) Interior Decorative Urethane Paint — BMS 10-83
内部装饰聚氨酯漆 — BMS 10-83
(4) Silicone Coating — Dow Cowning RTV 3145 (SOPM 20-60-04)
硅酮涂料 — Dow Cowning RTV 3145 (SOPM 20-60-04)
(5) Flat Camouflage Lacquer — TT-L-20
平面迷彩漆 — TT-L-20
(6) Gloss Cellulose Nitrate Lacquer — TT-L-32
硝酸纤维素亮光漆 — TT-L-32
(7) Metallic Hi-Speed Lacquer
金属高速漆
(8) Marhyde Flexible Vinyl Lacquer
醛弹性乙烯基漆
(9) Textured Hi-Speed Lacquer
纹理高速漆
(10) Hi-Speed Lacquers — Sherwin-Williams R7KP41, R7KP74, R7KB29
高速漆 — Sherwin-Williams R7KP41、R7KP74、R7KB29
(11) Aluminized Epoxy Primer — 463-6-4 system
镀铝环氧底漆 — 463-6-4 系统
E. Screen Printing Inks
丝网印刷油墨
(1) Scotchcal Screen Process Pastes, Series 3900; Thinner 3911, V76381
Scotchcal Screen Process Pastes,3900 系列;稀释剂 3911,V76381
(2) Vinyl Process Color Series 38-000; Thinner 38-905, V79436
乙烯基加工色系列 38-000;稀释剂 38-905,V79436
(3) Silk Screen Process Color Series VF-000 and VG-000; Thinner VF-180; Retarder VF-182, V76708
丝网加工色浆系列 VF-000 和 VG-000;稀释剂 VF-180;缓凝剂 VF-182,V76708
(4) Du-Wel Dual Purpose Decal Enamel Series 10-100; Thinner 10-900, V79436
Du-Wel 双用途贴花瓷釉系列 10-100;稀释剂 10-900,V79436
F. Tack Rags
抹布
(1) C-60, V0EK96
(2) 4B, V17359
G. Pumice — SS-P-821, grade 1-1/2
3. SURFACE PREPARATION 表面处理
A. Metal Surfaces
金属表面
(1) Aluminum and magnesium surfaces must have pretreatment before application of finish. Refer to the applicable overhaul instructions. If the pretreated surfaces have contamination, and are not unsealed anodize, solvent clean the surfaces immediately before you apply the finish.
铝和镁表面在涂漆前必须进行预处理。请参考适用的大修说明。如果预处理表面有污染,且不是未密封的阳极氧化,则在涂抹表面处理剂之前应立即用溶剂清洗表面。
(2) If the pretreatment is unsealed anodize (chromic acid, boric-sulfuric acid, or sulfuric acid anodize), the surface layer is porous and easily gets contamination.
如果预处理是未密封的阳极氧化(铬酸、硼硫酸或硫酸阳极氧化),表层是多孔的,很容易受到污染。
(a) Keep the anodized surface clean and dry. Use only clean, white, lint-free gloves to touch it. Keep away from oily, dirty surfaces.
保持阳极氧化表面清洁干燥。只能使用干净、白色、不起毛的手套接触。远离油腻、肮脏的表面。
(b) Light, non-oily surface particles can be removed with clean, dry compressed air, but dirty, oily contamination cannot be cleaned off. Remove dirty anodize and apply a new anodize before you apply the finish.
可以用清洁干燥的压缩空气清除表面轻微的非油性颗粒,但无法清除脏的油性污染物。请清除脏的阳极氧化层并涂上新的阳极氧化层,然后再进行表面处理。
(c) Do not let the new anodized surfaces wait more than 16 hours before you apply finish. If the anodize becomes older than 16 hours, remove it and apply a new anodize before you apply the finish.
在涂抹面漆之前,不要让新的阳极氧化表面等待超过 16 小时。如果阳极氧化处理时间已超过 16 小时,则应清除阳极氧化处理,并在涂抹面漆前涂抹新的阳极氧化处理。
(3) When pretreatment is not specified:
没有规定的预处理:
(a) Steel — Vapor degrease, abrasive clean, then remove unwanted matter. Stainless steels of 200 and 300 series can be acid cleaned per BAC5625, Method 3 (SOPM 20-30-03, par. 12).
钢材 — 蒸汽脱脂、研磨清洁,然后清除不需要的物质。200 和 300 系列不锈钢可按照 BAC5625 方法 3 进行酸洗(SOPM 20-30-03,第 12 段)。
(b) Titanium alloys — Abrasive clean and remove unwanted matter; or, chemically clean per BAC5625, Method 2 (SOPM 20-30-03, par. 13).
钛合金 — 研磨清洁并清除不需要的物质;或按照 BAC5625 方法 2(SOPM 20-30-03,第 13 段)进行化学清洁。
(c) Copper alloys — Hand sand with 280-grit or finer abrasive paper. Manually solvent clean to remove unwanted matter.
铜合金 — 用 280 格或更细的砂纸手工打磨。手动溶剂清洗,去除不需要的物质。
(d) Brass or Brass Plating (Polished) — Vapor degrease or solvent clean to remove unwanted matter.
黄铜或黄铜电镀层(抛光)–用蒸汽脱脂或溶剂清洗去除不需要的物质。
(4) All metallic surfaces must have primer before application of decorative top coats. Refer to the overhaul instructions for details.
所有金属表面在涂上装饰面漆之前必须涂上底漆。详见大修说明。
B. Plastic Surfaces
塑料表面
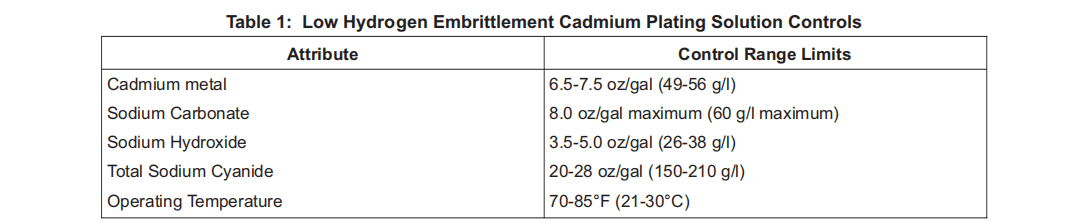
NOTE: See Table 1 for necessary cleaner, abrasive cleaning and surfacers.
注:有关必要的清洁剂、研磨清洁剂和表面处理剂,请参见表 1。
CAUTION :DO NOT LET THE SOLVENT STAY ON THE SURFACE TOO LONG A TIME, OR SURFACE DAMAGE COULD OCCUR.
注意 :不要让溶剂在表面上停留时间过长,否则会损坏表面。
(1) Clean the surface per SOPM 20-30-03, par. 11, with a cleaner from Table 1. Rinse fully and wipe dry when you use soap and water.
按照 SOPM 20-30-03 第 11 段,用表 1 中的清洁剂清洁表面。使用肥皂和水时要充分冲洗并擦干。
CAUTION :DO NOT SAND OR ABRASIVE CLEAN TEXTURED SURFACES.
注意 :不要打磨或用研磨剂清洁有纹理的表面。
(2) If necessary, abrasive clean or hand sand only the smooth surfaces.
如有必要,仅对光滑表面进行研磨清洁或手工打磨。
(a) Hand sand lightly and smoothly with 180 grit or finer abrasive paper, or dry blast with 90 mesh or finer silica sand.
用 180 号或更细的砂纸轻轻地手工打磨,或用 90 目或更细的硅砂进行干喷。
(b) Remove unwanted matter per Paragraph 3.B.(1).
根据第 3.B.(1)段清除不需要的物质。
(3) Examine the surface. As necessary, fill surface pores and defects such as roughness, flaws, cracks, per BAC5837 (SOPM 20-10-06).
检查表面。必要时,根据 BAC5837 (SOPM 20-10-06)填补表面气孔和缺陷,如粗糙、瑕疵、裂纹。
(4) Apply primer, if specified by the overhaul instructions, before you apply decorative topcoats.
如果大修说明有规定的,在涂装饰面漆之前,先涂底漆。
![图片[1]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-1.png)
![图片[2]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-2.png)
![图片[3]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-3.png)
C. Leather Surfaces
皮革表面
(1) Clean surface fully with soap and water. Rinse with cheesecloth wet with clean water. Wipe dry.
用肥皂和水充分清洁表面。用粗棉布沾清水冲洗。擦干。
(2) Remove remaining grease with cheesecloth wet with naphtha.
用石脑油浸湿的粗棉布清除残留的油脂。
(3) Apply several light cross-coats of the specified finish system, per Paragraph 4.
按第 4 段规定的涂饰系统,涂上几层轻薄的交叉涂层。
D. Silicone Rubber
硅橡胶
(1) Solvent clean with clean cheesecloth wet with naphtha. Wipe immediately with clean cheesecloth. Do not let the solvent stay too long on the silicone rubber because the rubber material could swell.
用蘸有石脑油的粗棉布进行溶剂清洁。立即用干净的粗棉布擦拭。不要让溶剂在硅橡胶上停留太久,因为橡胶材料可能会膨胀。
(2) Brush or spray apply sufficient color coats of 3145 RTV silicone coating to completely hide the substrate. No primer is necessary.
刷涂或喷涂足够颜色的 3145 RTV 硅胶涂层,以完全遮盖基材。无需底漆。
E. Wood (Mahogany, Fir, etc.)
木材(桃花心木、杉木等)
(1) Make sure wood surfaces are clean and dry before you apply any organic coating. Clean the dirty and greasy surfaces with a swab and naphtha. Wipe dry.
在涂刷任何有机涂料之前,确保木材表面清洁干燥。用棉签和石脑油清洁脏污和油腻的表面。然后擦干。
(2) If the wood is treated with toxic water repellent or fire retardant salts, sand it smooth.
如果木材经过有毒防水剂或阻燃盐处理,则应打磨光滑。
(3) Seal the wood surfaces with moisture and fungus resistant varnish, per Paragraph 4.
根据第 4 段,用防潮防霉清漆密封木材表面。
(4) When the wood is open grained or has surface cracks or defects, fill with Duratite Surfacing Putty.
如果木材的纹理不清晰或表面有裂缝或缺陷,则用 Duratite 饰面腻子填平。
(5) When colored decorative coating is specified, apply the finish per Paragraph 4.
如果规定的是彩色装饰涂层,则按第 4 段的要求涂刷饰面。
(6) If no colored decorative coating is specified, a protective coating is still necessary. Apply two more layers of moisture and fungus resistant varnish over the first sealer layer, but for these 2 layers thin the varnish 2:1 with toluene. Let each layer dry, and sand it lightly, before you apply the last coat.
如果没有规定的彩色装饰涂层,则仍有必要涂上一层保护层。在第一层封闭层上再涂两层防潮防霉清漆,但这两层清漆要用甲苯以 2:1 的比例稀释。让每一层都干透,并用砂纸轻轻打磨,然后再涂最后一层。
(7) When a clear topcoat is specified, be sure to use a surfacer that agrees with the color of the wood.
如果规定的是透明面漆,一定要使用与木材颜色一致的表面处理剂。
F. Surfaces with a Layer of Primer
有一层底漆的表面
(1) Make sure that the primed surfaces have no dirt or contamination.
确保涂过底漆的表面没有污垢或污染。
(2) Reactivation is not necessary for primed surfaces less than 24 hours old.
涂刷底漆不足 24 小时的表面无需重新涂刷底漆。
(3) Reactivate primed surfaces that are more than 24 hours old. To do this, sand them with 240 grit or finer abrasive paper and remove dusts and other unwanted matter with naphtha. If you cannot sand the surfaces, clean them with naphtha to reactivate them.
给超过 24 小时的表面重新上底漆。为此,用 240 号砂纸或更细的砂纸打磨表面,并用石脑油清除灰尘和其他不需要的物质。如果无法打磨表面,则用石脑油清洗表面,使其重新活化。
4. COATING PREPARATION AND APPLICATION 涂层准备和应用
CAUTION :DO NOT PAINT POLYCARBONATES WITH HI-SPEED LACQUER. DETERIORATION OF PARTS CAN OCCUR IMMEDIATELY WITHOUT A SIGN OF A PROBLEM. MOST POLYCARBONATE PARTS ARE STAMPED `POLYCARBONATE` OR `PC`. BUT IF YOU ARE NOT SURE, PAINT ONLY WITH URETHANES OR WATER-BASE MATERIALS.
注意 :不要用高速漆涂刷聚碳酸酯。在没有任何征兆的情况下,零件会立即老化。大多数聚碳酸酯零件都印有 “polycarbonate “或 “pc “字样。但如果您不确定,只能使用氨基甲酸乙酯或水基材料进行喷涂。
A. See Figure 1 for mixing, application and curing of coatings.
涂料的混合、涂抹和固化见图 1。
B. For the colors of all the coatings, refer to the overhaul instructions. Colors of dry coatings (after a 24 hr air dry) must agree with the established color standards.
有关所有涂料的颜色,请参阅大修说明。干涂层(风干 24 小时后)的颜色必须符合既定的颜色标准。
C. Refer to Paragraph 5. for application of special finishes.
有关特殊涂层的应用,请参阅第 5 段。
![图片[4]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-4.png)
![图片[5]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-5.png)
![图片[6]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-6.png)
5. SPECIAL APPLICATION PROCEDURES 特殊应用程序
A. Textured Flat Finish – Textures A, B, D, F
纹理平光面漆–纹理 A、B、D、F
NOTE: These finishes are available in Hi-Speed lacquer and BMS 10-83, Type 2 enamel. Do not apply one paint system as topcoat of another.
注:这些面漆有高速漆和 BMS 10-83,2 类瓷漆。不要将一种涂料系统作为另一种涂料系统的面漆使用。
(1) Base Coat — Spray apply to completely hide the old color and let this dry as indicated (Figure 1).
底漆 — 喷涂以完全遮盖旧颜色,并按图示让其干燥(图 1)。
(2) Texture Coat
纹理涂层
(a) Do not thin. Apply the same paint system as the base coat, with pressure-feed spray equipment. A DeVilbiss (V17431) JGA 502 spray gun, with AV15-E head, 402E needle, and 765 air cap is satisfactory.
不要稀释。使用与底层涂料相同的涂料系统,使用压力进给喷涂设备。DeVilbiss (V17431) JGA 502 喷枪,配有 AV15-E 喷头、402E 枪针和 765 空气帽即可。
(b) A line pressure of 25 psi and a spray-pot pressure of 5 psi are recommended.
建议管路压力为 25 psi,喷壶压力为 5 psi。
(c) Hold the spray gun approximately 12 inches from the surface to be coated. Apply the number of coatings necessary to get the texture and color specified by the overhaul instructions.
握住喷枪,使其距离待喷涂表面约 12 英寸。喷涂必要数量的涂料,以获得大修说明规定的质地和颜色。
B. Texture C
纹理 C
(1) Base coat — Spray apply to completely hide the old color. Let this dry 2 hours.
底漆 — 喷涂,完全遮盖旧颜色。让其干燥 2 小时。
(2) Mix and thin the paint as indicated (Figure 1). Let this wait 15 minutes. During application, adjust the viscosity to 35 seconds on a No. 2 Zahn cup.
如图 1 所示混合并稀释涂料。等待 15 分钟。喷涂时,用 2 号Zahn杯将粘度调至 35 秒。
(3) Use this Binks (V07334) equipment or equivalent: Model 7 gun, No. 36 needle tip (0.070-inch orifice), Model 80 (1-quart) pressure cup. Adjust the fan width to fully open, open the fluid control 1/2 turn from the closed position, and use a pressure to the cup of 30 psi.
使用 Binks (V07334) 设备或同等设备: 7 型喷枪,36 号针尖 (0.070 英寸孔口),80 型 (1 夸脱)压力杯。将风扇宽度调至全开,将流体控制器从关闭位置打开 1/2 圈,压力杯的压力为 30 psi。
(4) Apply 5 cross coats, one after the other, with 50% overlap. Apply these coats with no drying time between coats. Use a gun-to-work distance of 6-8 inches.
连续涂抹 5 层交叉涂料,重叠率为 50%。涂抹这些涂层时,涂层之间不需要干燥时间。喷枪与工作之间的距离为 6-8 英寸。
C. Texture E
纹理 E
(1) Base coat — Spray apply to completely hide the old color. Let this dry 2 hours.
底漆 — 喷涂,完全遮盖旧颜色。让其干燥 2 小时。
(2) Mix and thin the paint as indicated (Figure 1). Let this wait 15 minutes. During application, adjust the viscosity to 65 seconds on a No. 2 Zahn cup.
如图 1 所示混合并稀释涂料。等待 15 分钟。喷涂时,用 2 号Zahn杯将粘度调至 65 秒。
(3) Use this Binks (V07334) equipment or equivalent: Model 7 gun, No. 36 needle tip (0.070-inch orifice), Model 80 (1-quart) pressure cup. Adjust the fan width to fully open, open the fluid control 3/4 turn from the closed position, and use a pressure to the cup of 30 psi.
使用 Binks (V07334) 设备或同等设备: 7 型喷枪,36 号针尖 (0.070 英寸孔口),80 型 (1 夸脱)压力杯。将风扇宽度调至全开,将流体控制器从关闭位置打开 3/4 圈,并将压力调至 30 psi。
(4) Apply one cross coat, with 30% overlap. Use a gun-to-work distance of 6-8 inches.
喷涂一层交叉涂层,重叠 30%。喷枪到工作区的距离为 6-8 英寸。
6. SCREEN PRINTING 丝网印刷
A. General
通用
(1) Screen printing equipment (screen, screen table, squeegees) must have no old ink, ink clots, dirt, or contamination. Solvent clean as necessary with methyl ethyl ketone on a clean cloth. Wipe dry.
丝网印刷设备(丝网、丝网台、刮刀)不得有旧墨、墨块、污垢或污染。必要时在干净的布上用甲乙酮溶剂清洗。擦干。
(2) To print metallic colors, use 110-mesh or 160-mesh screens of monofilament polyester, nylon, or silk. For opaque and transparent colors, use 160-mesh screens.
印刷金属色时,使用 110 目或 160 目单丝聚酯、尼龙或丝网。对于不透明和透明的颜色,请使用 160 目丝网。
(3) Use straight and sharp squeegees (Shore A hardness 55-65) with square-cut edges, and no cuts or nicks.
使用笔直锋利的刮刀(邵氏 A 硬度 55-65),刀刃呈方形,不得有切口或划痕。
(4) Refer to Figure 2 for mixing, application, and drying of inks.
有关油墨的混合、使用和干燥,请参见图 2。
B. Equipment Preparation
设备准备
(1) Install the screen in the frame support. Adjust and align it to let the screen frame rest on the prefixed spacing supports with up to approximately 0.5 inch clearance between the screen and the printing surface.
将丝网安装在框架支架上。调整并对齐丝网,使丝网框靠在预设间距的支架上,丝网与印刷表面之间的间隙最多约 0.5 英寸。
(2) Install the squeegee into the mount of the sliding arm. Adjust the blade pitch to approximately 15 degrees.
将刮刀安装到滑动臂的支架上。将刮刀间距调整到大约 15 度。
C. Ink Preparation (Figure 2)
墨水准备 (图 2)
(1) For the correct ink color, refer to the color standard and the overhaul instructions.
有关正确的油墨颜色,请参考颜色标准和大修说明。
(2) For most inks used in screen painting, the recommended viscosity is 90-120 sec. with a No. 5 Zahn cup. Add thinner as necessary to adjust viscosity. Use retarder when the ink dries too quickly or clogs the stencil.
对于丝网喷涂中使用的大多数油墨,建议粘度为 5 号Zahn杯 90-120 秒。必要时添加稀释剂以调节粘度。当油墨干得太快或堵塞钢网时,使用缓干剂。
D. Screening Operation
丝网操作
(1) Put the substrate material on the screen table. Make sure it is flat, without wrinkles and distortion. Hold it in position with tape along the side, or with vacuum if vacuum is supplied by the screen table.
将承印材料放在丝网台上。确保其平整、无褶皱和变形。用胶带沿边固定,如果丝网台提供真空,则用真空吸住。
(2) Lower the screen, pour a ridge of ink along the full width of the pattern, then squeegee the ink across the screen to flood the stencil.
放低丝网,沿图案全宽浇注一圈油墨,然后用刮墨刀将油墨刮过丝网,使油墨充满模板。
(3) To print, move the squeegee with downward pressure across the pattern in a smooth motion. Flood the stroke before each print. Always print in the same direction.
印刷时,用向下的压力平稳地将刮墨刀刮过图案。每次喷印前都要使墨水浸透网版。始终朝同一方向印刷。
(4) Force dry each pattern for 90 seconds minimum at 150-160°F before you print the next pattern.
在 150-160°F 温度下强制干燥每个图案至少 90 秒,然后再印刷下一个图案。
E. Cleanup — Wash all equipment with methyl ethyl ketone. Do not let ink stay on the stencil.
清理 — 用甲乙酮清洗所有设备。不要让油墨留在模板上。
![图片[7]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-7.png)
![图片[8]-SOPM20-41-04内部装饰饰面的应用-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-4968-8.png)
7. IN-PROCESS CORRECTION 工序中的修正
CAUTION :DO NOT GO DOWN TO THE BARE METAL, BECAUSE BARE METAL MUST HAVE A PRETREATMENT LAYER UNDER THE PRIMER OR FINISH LAYERS.
注意 :不要深入到裸露金属,因为裸露金属在底漆或面漆层下必须有预处理层。
A. Smooth and blend out the damaged area with 180 grit or finer abrasive paper. Do not sand down to the bare metal.
用 180 粗细度或更细的砂纸将受损区域打磨平整。不要打磨到裸露金属。
B. Remove contamination with clean cheesecloth and the correct cleaner for the surface (Paragraph 3.). Wipe dry.
用干净的抹布和适用于表面的清洁剂清除污染物(第 3 段)。擦干。
C. Apply the finish again per Paragraph 5.. Smoothly blend the coating as it overlaps the adjacent undamaged area. The total thickness of overlaps must not be more than one mil thicker than the specified dry film thickness on areas where the access is easy.
按照第 5 段再次涂抹面漆。当涂层与相邻的未损坏区域重叠时,应将涂层平滑地混合在一起。在容易进入的区域,重叠的总厚度不得比规定的干膜厚度厚 1 密耳以上。
D. Spray application is not permitted on electronic boxes and modules containing electrical components (hardware). Use only a brush to apply the finish on these surfaces.
不允许在含有电气组件(硬件)的电子箱和模块上进行喷涂。只能用刷子在这些表面涂抹面漆。
E. Let the coating dry for the specified time (Figure 1).
让涂层在规定的时间内干燥(图 1)。










暂无评论内容