如何制作和安装可塑塑料垫片HOW TO MAKE AND INSTALL MOLDABLE PLASTIC SHIMS
1. INTRODUCTION 介绍
A. The data in this subject comes from Boeing Process Specification BAC5332. The airline has a copy of the Boeing Process Specification Manual.
本主题中的数据来自波音工艺规范 BAC5332。航空公司有一份波音工艺规范手册。
B. The data is general. It is not about all situations or specific installations. Use this data to help you write minimum requirements.
数据是通用的。它并不适用于所有情况或特定安装。使用这些数据来帮助您编写最低要求。
C. Refer to SOPM 20-00-00 for a full list of all the vendor names and addresses.
供应商名称和地址的完整列表请参考 SOPM 20-00-00。
2. MATERIALS 材料
NOTE: Equivalent substitutes can be used.
注意:可以使用等效替代品。
A. Plastic shims — BMS 8-338
塑料垫片——BMS 8-338
B. Parting materials
分离材料
(1) Fluorinated ethlyene propylene (FEP) film
氟化乙烯丙烯(FEP)薄膜
(2) Scotch YR-5498 Teflon tape, V76381
Scotch YR-5498特氟龙胶带,V76381
(3) Permacel P-422 Teflon tape, V99742
Permacel P-422特氟龙胶带,V99742
(4) Scotch 8402-2 mylar tape, V76381
Scotch 8402-2聚酯薄膜胶带,V76381
(5) Scotch YR-866 tape, V76381
Scotch YR-866胶带,V76381
(6) Taconic 6083-03, V59688
(7) Permacel 11, V99742
(8) Permacel 733, V99742
(9) HS8171 PS, V0F451
(10) Tooltec A003, V53912
(11) Flash Breaker No. 2, V53912
2号闪光断路器,V53912
(12) Teflon tubing AWG Size X
铁氟龙管,AWG尺寸X
C. Liquid release agents
液体脱模剂
(1) FreKote 48NC, V1JB33 or V51257
(2) FreKote 55NC, V1JB33 or V51257
(3) FreKote C200 or C210, V1JB33 or V51257
(4) FreKote 700, V1JB33 or V51257
(5) FreKote 710NC, V1JB33 or V51257
D. Solvent cleaners (SOPM 20-60-01)
溶剂清洁剂(SOPM 20-60-01)
(1) BMS 11-7
(2) Methyl ethyl ketone (MEK)
甲基乙基酮(MEK)
(3) MEK and sec-Butyl alcohol, 42:58 volume percent
甲基乙基酮和仲丁醇,体积百分比为42:58
(4) 1,1,1 trichloroethane and MEK, 1:1
1,1,1三氯乙烷和甲基乙基酮,1:1
(5) Methyl propyl ketone (MPK)
甲基丙基酮 (MPK)
(6) FCC-55, V87664
E. Alkaline cleaners
碱性清洁剂
(1) Airtech 23, V61102
(2) Daraclean 211, V04552
(3) Fleetline JC5, V44389
F. Wipers – BMS 15-5, Class A (SOPM 20-60-04)
刷子 – BMS 15-5, A级 (SOPM 20-60-04)
G. Marking pens and pencils
记号笔和铅笔
(1) C-Tex silver 1843, V73781
(2) Marsh 88, V38512
(3) Pentel 100W or 100WS, V53302
(4) Sharpie 30001, V86874
H. Flash and masking tapes
闪光胶带和遮蔽胶带
(1) Masking tape (SOPM 20-60-04)
遮蔽胶带(SOPM 20-60-04)
(2) Permacel P-422 tape, V99742
Permacel P-422 胶带,V99742
(3) Scotch 8402 mylar tape, V76381
Scotch 8402 胶带,V76381
(4) Scotch YR-866 polyester tape, V76381
Scotch YR-866 聚酯胶带,V76381
(5) Flash Breaker No. 2, V53912
闪光抑制剂 2 号,V53912
(6) Flash Breaker No. 2R, V53912
闪光抑制剂 2R,V53912
I. Miscellaneous
杂项
(1) Super 77 spray adhesive, V76381
超级 77 喷胶,V76381
(2) 40 Durometer (Shore A) EPDM methylene propylene elastomer, adhesive backed (non-silicone adhesive)
40 硬度(肖氏 A)EPDM 甲基丙烯酸弹性体,背胶(非硅酮胶)
(3) Pemko P261 weatherstrip
密封胶 P261 密封条
3. EQUIPMENT 设备
NOTE: Equivalent substitutes can be used.
备注:可使用等效替代品。
A. Air bladder tools
气囊工具
4. GENERAL 通用
A. Refer to BAC5322 for details about material storage, tests, and facility requirements.
有关材料储存、测试和设施要求的详细信息,请参阅 BAC5322。
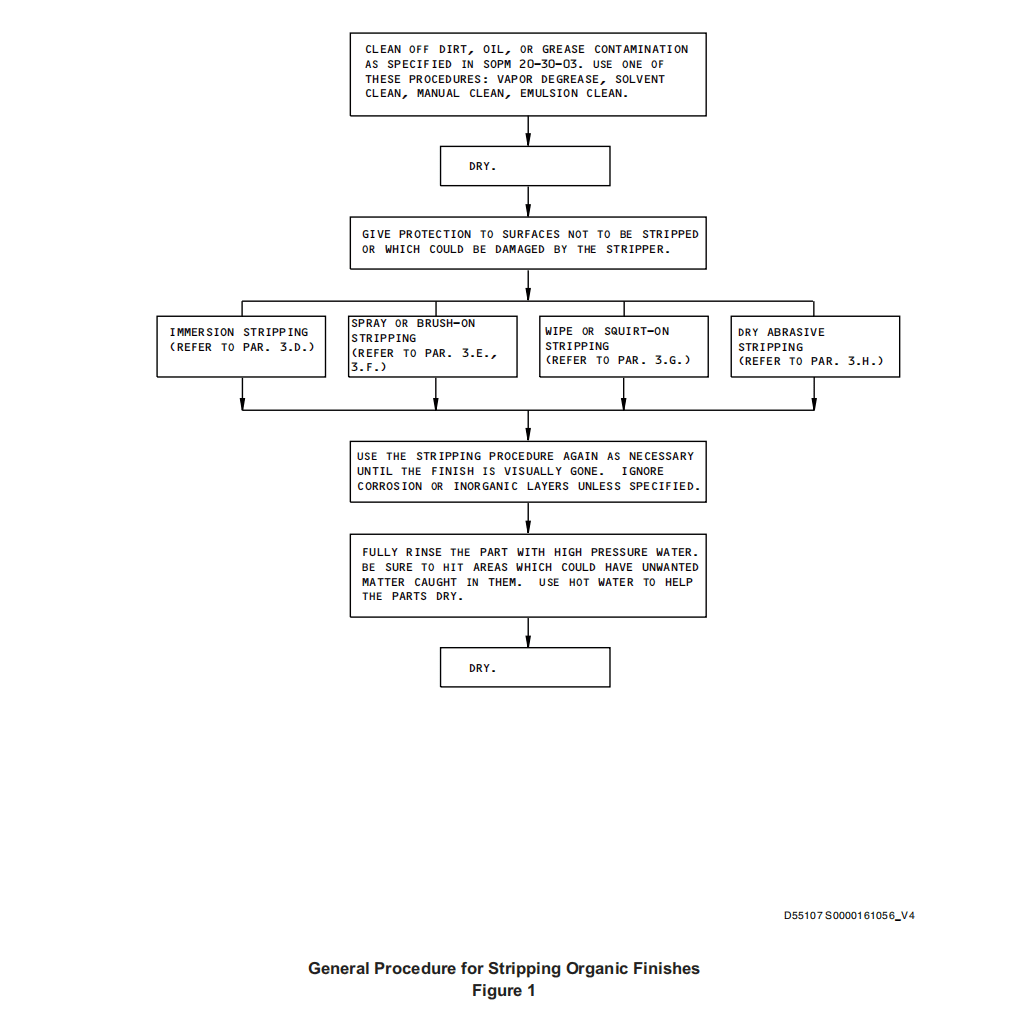
5. SURFACE PREPARATION 表面处理
A. Bond surfaces
粘接表面
(1) Alkaline spray clean the surface per Paragraph 5.C., or solvent clean the surface by the General Cleaning procedure of SOPM 20-30-03, with the solvents given above.
根据第 5.C 款用碱性喷雾清洁表面,或根据 SOPM 20-30-03 的通用清洁程序用上述溶剂清洁表面。
(2) Always clean an area larger than that to get the shim.
清洁面积应大于垫片面积。
(3) Immediately before you install the shim, solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03, with the solvents given above.
在安装垫片之前,立即按照SOPM 20-30-03的最终清洁程序,使用上述溶剂对表面进行溶剂清洁。
(4) Give the cleaned bond surfaces protection from contamination.
清洁后的粘结表面应防止污染。
(5) Composite (without peel ply)
复合材料(无剥离层)
(a) Sand with 150 grit or finer abrasive paper or cloth. Sand to remove a minimum of 70 percent of the gloss. Be careful not to damage or sand down to the fibers.
用150目或更细的砂纸或砂布打磨。打磨至至少去除70%的光泽。注意不要损坏或打磨至纤维。
(b) Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03.
根据SOPM 20-30-03的最终清洁程序用溶剂清洁表面。
(6) Composite (with peel ply)
复合材料(带剥离层)
(a) Remove the peel ply immediately before you apply the shim. If the shim cannot be immediately applied after you remove the peel ply, give the surface protection with FEP film.
在贴垫片之前立即去除剥离层。如果去除剥离层后无法立即贴垫片,则用FEP薄膜保护表面。
(b) If you removed the peel ply but did not give the surface protection, or you used a flash/masking tape on it for protection, solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03 immediately before you apply the shim.
如果您已去除隔离层,但没有对表面进行保护,或者您使用胶带进行表面保护,请在放置垫片前,按照SOPM 20-30-03的最终清洁程序对表面进行溶剂清洁。
(7) Primed surfaces — Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03 immediately before you apply the shim.
涂有底漆的表面——在放置垫片前,按照SOPM 20-30-03的最终清洁程序对表面进行溶剂清洁。
(8) BMS 10-60 enamel
BMS 10-60 搪瓷
(a) Lightly sand the surface to remove all surface gloss.
轻轻打磨表面,去除所有表面光泽。
(b) Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03 immediately before you apply the shim.
在粘贴垫片之前,按照 SOPM 20-30-03 的最终清洁程序用溶剂清洁表面。
(9) Bondable Tedlar — Solvent clean the surface by the Final Cleaning procedure of SOPM 20-30-03 immediately before you apply the shim.
可粘合的Tedlar——在粘贴垫片前,按照SOPM 20-30-03的最终清洁程序用溶剂清洁表面。
B. Mating surfaces
配合表面
(1) Parting film or liquid release agent is necessary on these surfaces to prevent a bond with the shim.
这些表面需要涂覆隔离膜或液体脱模剂,以防止与垫片粘合。
(2) Clean the surfaces immediately before you apply the parting film or liquid release agent. Alkaline spray clean the surface per Paragraph 5.C., or solvent clean the surface by the General Cleaning procedure of SOPM 20-30-03, with the solvents given above.
在涂覆隔离膜或液体脱模剂之前,立即清洁表面。按照第5.C段所述,用碱性喷雾剂清洁表面,或按照SOPM 20-30-03的通用清洁程序,使用上述溶剂清洁表面。
(3) To prevent contamination of bond surfaces, be sure to apply the release agent only to the mating surfaces.
为防止粘结表面受到污染,确保只在配合表面涂覆脱模剂。
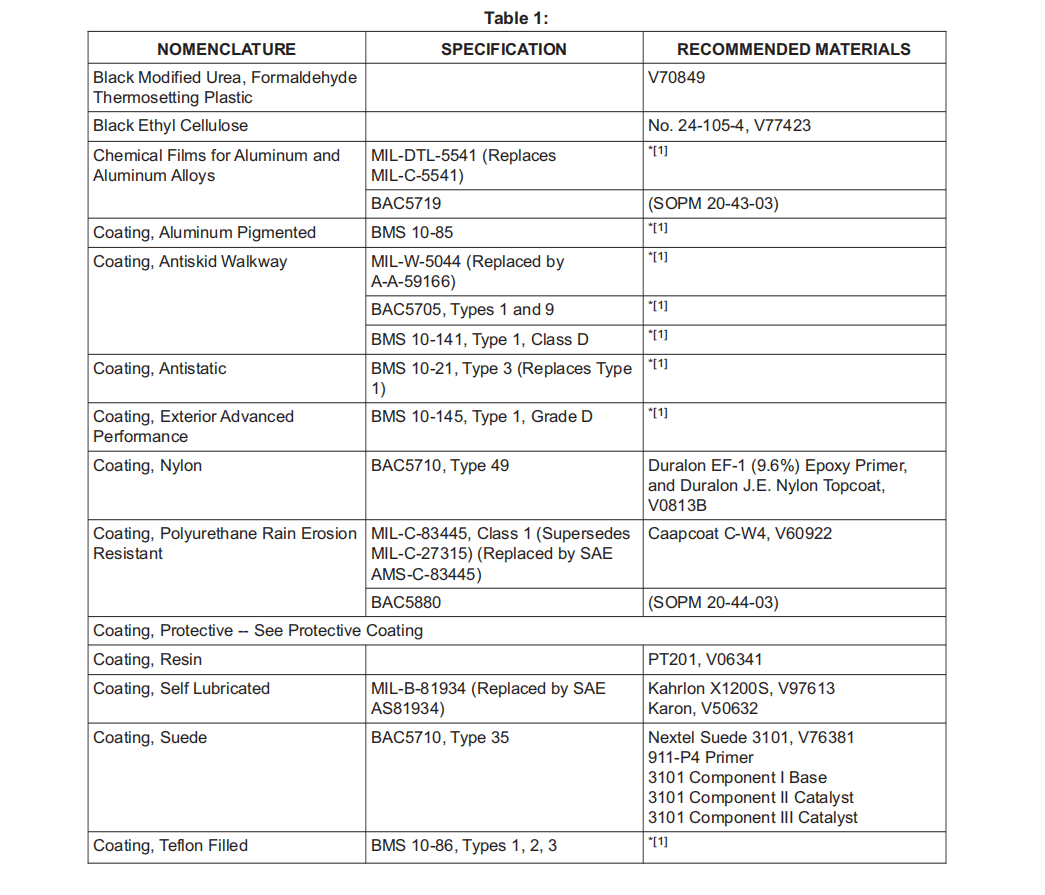
(4) Application of parting film
涂覆隔离膜
(a) Apply the of parting film to the mating surface (Figure 1). Apply it without wrinkles or bubbles.
在接合表面涂覆隔离膜(图1)。涂覆时注意不要产生褶皱或气泡。
(b) You can use a spray adhesive to help hold the film against structure.
可以使用喷雾胶来帮助将隔离膜固定在结构上。
(5) Application of liquid release agent
涂覆液体脱模剂
(a) Apply the agent to the mating surface (Figure 1). Do not apply the agent to surfaces to later get sealants, finishes, or adhesives. To help prevent accidental contamination of such surfaces, try not to apply the agent in the same shop area as where you will apply the later finishes or materials. Be sure to identify the surfaces to get the shim before you apply the agent, because you cannot usually see the agent on the surfaces.
将脱模剂涂在配合表面(图1)。不要将脱模剂涂在日后要涂密封剂、饰面或粘合剂的表面上。为防止意外污染这些表面,尽量不要在日后要涂饰面或材料的同一车间区域涂脱模剂。在涂脱模剂之前,一定要先确定要涂脱模剂的表面,因为通常看不到表面的脱模剂。
(b) See the table below for the minimum number of layers to apply and how to bake or cure the agent.
有关最少涂抹层数以及烘烤或固化剂的使用方法,请参阅下表。
![图片[1]-SOPM20-50-23如何制作和安装可塑塑料垫片-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5727-1.png)
![图片[2]-SOPM20-50-23如何制作和安装可塑塑料垫片-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5727-2.png)
C. Alkaline cleaning
碱性清洁
(1) Mix alkaline cleaner with 3 to 5 volumes of water. Apply the solution with spray equipment and scrub brushes.
将碱性清洁剂与3至5倍体积的水混合。用喷雾设备和刷子涂抹溶液。
(2) Let the surfaces soak approximately 5 minutes. Do not let the cleaner dry on the surfaces. Apply more solution to keep the surfaces wet.
让表面浸泡约5分钟。不要让清洁剂在表面上变干。涂抹更多的溶液以保持表面湿润。
(3) Rinse fully with clean warm water. Use a pressure spray or flush. Rinse a minimum of three times.
用干净的温水彻底冲洗。使用压力喷雾或冲洗。至少冲洗三次。
(4) Visually examine the surfaces to make sure the dirt is gone. Clean again if necessary.
目测检查表面,确保污垢已清除。如有必要,请再次清洁。
(5) Let the surfaces dry fully to make sure the shim material will make a good bond. Use oil-free, water-free compressed air to help dry the surfaces faster.
让表面完全干燥,确保垫片材料能够很好地粘合。使用无油、无水的压缩空气,帮助表面更快干燥。
6. SHIM PREPARATION 垫片准备
A. Let the shim material adjust to room temperature before you open containers or mix the material.
在打开容器或混合材料之前,让垫片材料适应室温。
B. Mix the shim material fully, by the vendor’s instructions, or until the color is constant and there are no streaks. The application time (pot life) and squeeze-out time start immediately when you mix the shim material.
按照供应商的说明充分混合垫片材料,直到颜色稳定且没有条纹。混合垫片材料后,立即开始计算涂抹时间(可使用时间)和挤出时间。
C. Before you apply shim material to a good part, squeeze out 1-4 linear inches of shim material from the applicator tube, because the shim material at the tip of the tubes could be not fully mixed. Such material will not cure completely.
在将垫片材料涂覆到完好零件上之前,从涂覆管中挤出 1-4 英寸的垫片材料,因为管尖的垫片材料可能没有充分混合。这种材料不会完全固化。
7. SHIM INSTALLATION 垫片安装
A. Preassembly and gap measurement
预组装和间隙测量
(1) Temporarily put the parts together and drill holes for fasteners as necessary. Holes for temporary fasteners are not necessary if an air bladder tool is used.
临时将零件组装在一起,并根据需要为紧固件钻孔。如果使用气囊工具,则无需为临时紧固件钻孔。
(2) Disassemble the parts. Remove burrs from fastener holes. Clean the parts.
拆卸零件。去除紧固件孔的毛刺。清洁零件。
(3) Assemble the parts again. If you use an air bladder tool, put the parts in position, then install the air bladder tool. Make sure all tools are in position to hold up the backside of the unit before you inflate the air bladders. Then apply the temporary load as specified by the overhaul instructions and hold this during gap measurement.
再次组装零件。如果使用气囊工具,请将零件就位,然后安装气囊工具。在给气囊充气之前,请确保所有工具都放在正确的位置,以支撑单元背面。然后按照大修说明施加临时负载,并在间隙测量期间保持该负载。
(4) Measure all gaps. Make a note of all areas to get shims, and their gap widths.
测量所有间隙。记录所有需要垫片的区域及其间隙宽度。
(5) If necessary to identify the areas on a part for flash or masking tape, be sure to use an approved marker.
如果需要用闪光或遮蔽胶带来标识零件上的区域,请务必使用认可的标记。
(6) Disassemble the parts.
拆卸零件。
B. Solid shim installation
固体垫片的安装
(1) Make a solid shim (SOPM 20-50-20) and to agree with Figure 3.
制作固体垫片(SOPM 20-50-20),并与图3一致。
(2) Clean and prepare the bond surfaces per Paragraph 5.A.
根据第5.A段清洁并准备粘接表面。
(3) Prepare the moldable plastic shim material per Paragraph 6.
根据第6段准备可塑塑料垫片材料。
(4) Apply a thin continuous layer of the plastic material (approximately 10 mils, 0.010 inch or 0.25 mm) to each mating surface.
在每个配合表面涂上一层薄薄的塑料材料(约10密耳,0.010英寸或0.25毫米)。
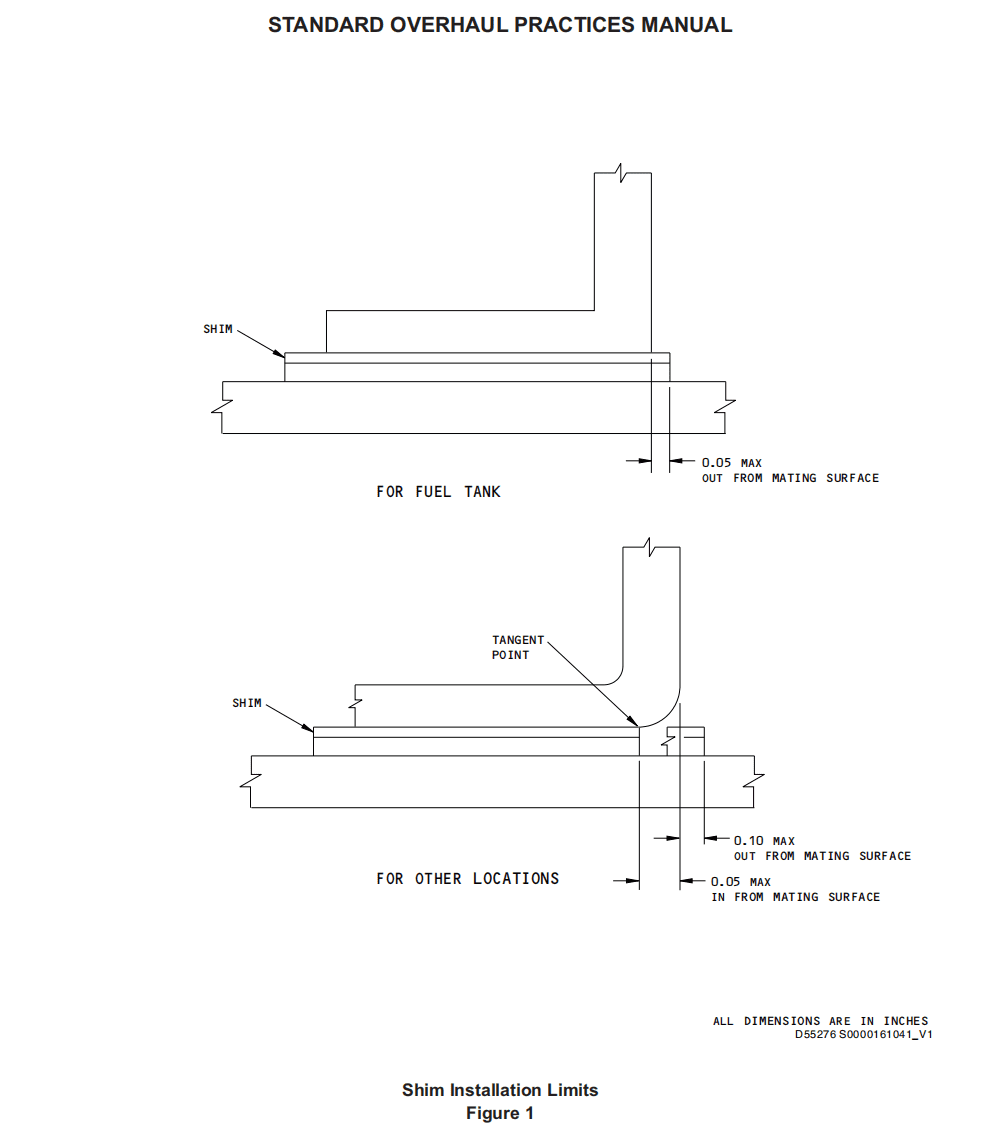
(5) Install the solid shim and apply pressure to make sure all of the surfaces touch. Make sure the solid shim is the minimum distance from the part edges, as shown in Figure 3, to make sure it is completely encapsulated by the plastic shim material. Be sure to complete this assembly in 5 minutes or less, before an amine skin can occur on the shim material.
安装固体垫片并施加压力,确保所有表面接触。确保固体垫片与零件边缘之间的距离最小,如图3所示,以确保其完全被塑料垫片材料封装。请务必在5分钟或更短时间内完成此组件,以免垫片材料上出现胺皮。
(6) Remove unwanted plastic shim material, before it cures, with a clean wiper wet with solvent. Do not let solvent get into the bond line.
在固化前,用蘸有溶剂的干净刷子清除多余的塑料垫片材料。不要让溶剂进入粘接线。
(7) Let the plastic shim material cure until the solid shim is tightly bonded. To make the cure faster, you can locally apply heat to the area.
让塑料垫片材料固化,直到固体垫片紧密粘合。为了加快固化速度,可以在局部加热。
(8) Drill temporary fastener holes through the shim if necessary.
如有必要,在垫片上钻临时紧固件孔。
C. Structure preparation
结构准备
(1) Clean and prepare the bond surfaces per Paragraph 5.A. Apply flash/masking tape to the structure. Be sure to go out more than the possible squeeze-out area of the plastic shim material. If necessary, use rubber dams to control the pushed out shim material, as shown in Figure 2.
按照第5.A段所述清洁并准备粘结表面。在结构上贴上闪光/遮蔽胶带(保护胶带)。确保超出塑料垫片材料的可能挤出区域。如有必要,使用橡胶坝来控制挤出的垫片材料,如图2所示。
(2) Clean and prepare the mating surfaces per Paragraph 5.B.
按照第5.B段所述清洁并准备接合表面。
D. Plastic shim application
塑料垫片应用
(1) Prepare the plastic shim material per Paragraph 6.
根据第6.B.D段准备塑料垫片材料。
(2) Apply the shim material to the bond surface. Be careful not to catch air. Fill the gaps in the assembled mating surfaces. Apply the mixed shim material within its 20-minute maximum application time. Discard shim material you will not use. Do not try to freeze it for future jobs.
将垫片材料涂在粘结面上。注意不要夹住空气。填充组装的配合表面的间隙。在混合垫片材料20分钟的最长使用时间内将其涂上。丢弃不用的垫片材料。不要试图将其冷冻起来以备将来使用。
(3) After you apply all of the shim material to the structure, make a sample coupon of the shim material, 0.05-0.125 inch thick. Label it and put it on the structure. Do hardness tests on this coupon per ASTM D 2240.
在将所有垫片材料应用到结构上后,制作一块厚度为0.05-0.125英寸的垫片材料样品。贴上标签并贴在结构上。根据ASTM D 2240标准对样品进行硬度测试。
(4) Assemble the parts again.
再次组装零件。
E. Temporary load application
临时载荷应用
(1) Apply the temporary load to the unit as specified by the overhaul instructions.
根据大修说明将临时载荷应用到装置上。
(a) If there are temporary fasteners, give them the protection of a parting material or release agent. Then install the fasteners. Start in the center of the part and work out to the ends.
如果存在临时紧固件,请使用隔离材料或脱模剂进行保护。然后安装紧固件。从零件中心开始,向两端安装。
(b) If you use an air bladder tool, put the parts in position, then install the air bladder tool. Make sure all tools are in position to hold up the backside of the until before you inflate the air bladders. Then apply the temporary load. Keep the load on until the shim material is cured.
如果使用气囊工具,请将零件放置到位,然后安装气囊工具。在给气囊充气之前,确保所有工具都放置到位,以支撑住垫片的背面。然后施加临时载荷。保持载荷,直到垫片材料固化。
(c) Remove unwanted plastic shim material with fairing tools or a clean wiper wet with solvent. Make the edge of the shim approximately as shown in Figure 3. Do not let solvent get into the bond line.
用整流罩工具或蘸有溶剂的干净刷子清除多余的塑料垫片材料。如图3所示,将垫片的边缘修整成大致形状。不要让溶剂进入粘结层。
F. Cure the plastic shim material
固化塑料垫片材料
(1) Cure the shim material to a minimum Shore D hardness of 75 before you remove the temporary load or drill holes for fasteners through the shims. Use the coupon as a specimen for the hardness tests.
在移除临时负载或钻出用于固定螺丝的孔之前,将塑料垫片材料固化至邵氏D硬度至少为75。使用试样作为硬度测试的样本。
(2) You can use heat from lamps, heat guns and hot air blowers to make the cure faster, but:
您可以使用灯、热风枪和热风机的热量来加快固化速度,但:
(a) Keep the heat sources a minimum of 13 inches (33 cm) from the plastic shim material.
保持热源与塑料垫片材料至少相距13英寸(33厘米)。
(b) Use thermocouples or other approved temperature measuring devices. Put the thermocouples within one inch (2.5 cm) of the shim and sample coupon, with a minimum of one thermocouple per 4 linear feet (120 cm).
使用热电偶或其他经批准的温度测量装置。热电偶应放置在垫片和样品试片1英寸(2.5厘米)范围内,每4英尺(120厘米)至少放置一个热电偶。
(c) Do not let the temperature get hotter than 140 degrees F. (60 degrees C).
温度不得超过140℉(60℃)。
(3) You can use heat blankets to make the cure faster, but:
您可以使用加热毯来加快固化速度,但:
(a) The blankets must have no visual wear or damage.
加热毯不得有肉眼可见的磨损或损坏。
(b) Make a check of the blanket resistance immediately before you use it. The blanket resistance must not be more than 3.5 percent different than the last time the blanket was approved.
使用前立即检查加热毯的电阻。加热毯的电阻不得与上次批准时相比相差超过3.5%。
(c) Use a minimum of 3 thermocouples, with a minimum of one thermocouple per 4 linear feet (120 cm) on the heat blanket against the part, and one thermocouple against the sample coupon. Connect one of the thermocouples on the part to the controller. Be sure to monitor all of the thermocouples.
至少使用3个热电偶,在热毯上每4英尺(120厘米)至少有一个热电偶,一个热电偶贴在零件上,一个热电偶贴在样品上。将零件上的一个热电偶连接到控制器上。确保监控所有热电偶。
(d) If the heat blankets will be squeezed by a pressure device, such as an air bag or a clamp on the backup plate, monitor the blanket with a thermocouple at every one foot (30 cm), unless the heat blanket has a fail-safe device to stop runaway temperatures that will damage the part.
如果加热毯将被压力装置挤压,例如安全气囊或支撑板上的夹具,则每隔一英尺(30厘米)用一个热电偶监测加热毯,除非加热毯有故障安全装置,可以阻止温度失控,从而损坏零件。
(e) Do not let the plastic shim material get hotter than 140 degrees F. But the blanket could be hotter.
塑料垫片材料温度不得超过 140 ℉。但加热毯的温度可以更高。
G. Drilling and disassembly
钻孔和拆卸
(1) Unless the overhaul instructions are different, disassemble the parts after the shim material is cured. Drill holes for fasteners through the shims as specified by the overhaul instructions.
除非大修说明另有规定,否则应在垫片材料固化后拆卸零件。按照大修说明的规定,通过垫片为紧固件钻孔。
(2) As applicable, disassemble the parts. Remove parting film and tape. Solvent clean all mating surfaces to remove release agents and remaining adhesive.
视情况需要,拆卸零件。去除隔离膜和胶带。用溶剂清洁所有配合表面,去除脱模剂和残留的粘合剂。
(3) Examine the cured shim material. There must be no soft or uncured shim material, surface voids, gouges, or bubbles. Refer to BAC5332 for limits and correction procedures.
检查固化的垫片材料。不得有软的或未固化的垫片材料、表面空洞、凹痕或气泡。有关限制和校正程序,请参阅 BAC5332。
![图片[3]-SOPM20-50-23如何制作和安装可塑塑料垫片-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5727-3.png)
![图片[4]-SOPM20-50-23如何制作和安装可塑塑料垫片-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5727-4.png)
![图片[5]-SOPM20-50-23如何制作和安装可塑塑料垫片-航修札记](https://aeroacm.cn/wp-content/uploads/2025/03/word-image-5727-5.png)









暂无评论内容