2. Inspection Procedures 检查程序
参照质量工作指令QWI 205-C-003(替代MIL-STD-105标准)。
任务1:荧光与非荧光渗透检测
NOTE: The CMM, ASB, or SB, takes precedence. If no procedure is specified, refer to ASTM E1417 for the fluorescent penetrant procedure to inspect parts or materials. See also AMS 2647.
注:CMM、ASB或SB规范优先适用。若未指定检测程序,则参照ASTM E1417执行荧光渗透检测。另参见AMS 2647。
(1) General
总则
(a) Parts must be cleaned to remove oil, grease dirt, etc. See CLEANING, Chapter 3. However, paint may remain in place.
零件必须清洁以去除油污、油脂、污垢等。参见第3章“清洁”。但涂层可保留。
(b) Inspection personnel must meet the certification requirements of Military Specification MIL-STD-410. At least one person must be certified to a level III in the Liquid Penetrant test method.
检验人员须满足军用规范MIL-STD-410的认证要求。至少一名人员须持有液体渗透检测方法三级认证。
(c) Liquid penetrant examination of parts or material must be done in accordance with a written procedure as outlined in ASTM E1417 and must be signed and approved by the facility level III certified in the liquid penetrant test method. The procedure must include the specific information concerning the facility equipment, calibration requirements, material, process controls, and parameters to be used or be in conjunction with a technique card that contains this same specific information necessary to inspect that part. All technique cards, if used, must also be signed and approved by the facility level III certified in the liquid penetrant test method.
零件或材料的液体渗透剂检测须遵循ASTM E1417规定的书面程序,并由具备液体渗透剂检测方法三级认证的机构签字批准。该程序须包含关于机构设备、 校准要求、材料、工艺控制及参数等具体信息,或与包含同等必要检测信息的操作技术卡配套使用。所有操作技术卡(如适用)亦须经液体渗透检测方法三级认证人员签字批准。
(d) If parts were previously inspected with non-fluorescent penetrant at an earlier stage, assurance must be made that the non-fluorescent dye has been completely removed before fluorescent penetrant application.
若零件在前期阶段曾使用非荧光渗透剂检测,必须确保在施加荧光渗透剂前已彻底清除非荧光染料。
(e) Etching before penetrant inspection must only be done when specified in the Component Maintenance Manual. Refer to INSPECTION, Chapter 5, Section 2, Task 7 for procedure.
渗透检测前的蚀刻处理仅限于组件维护手册明确规定的情况。具体操作流程参见《检验》章节第5章第2节任务7。
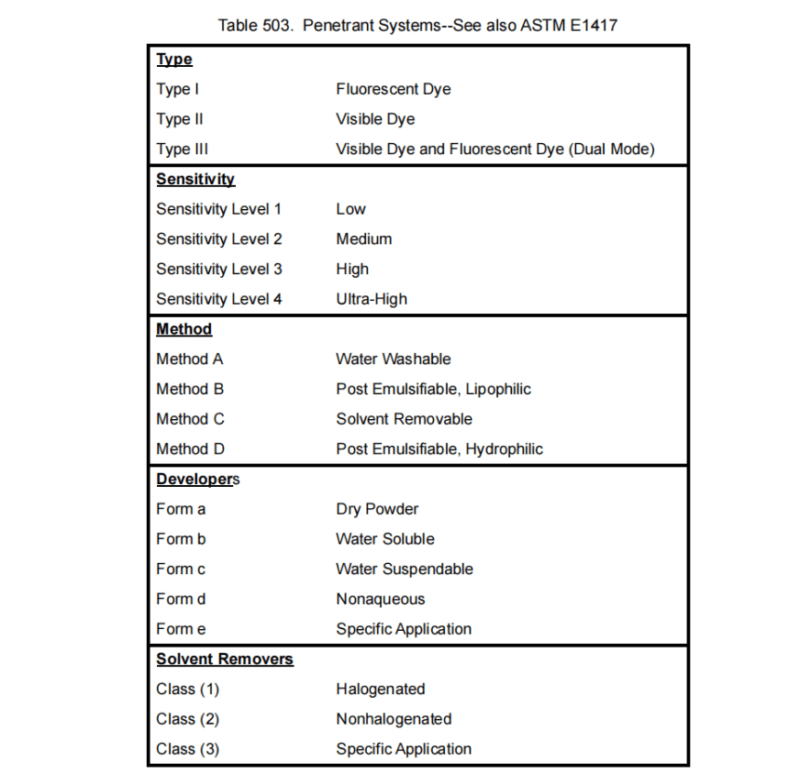
(2) Penetrant Systems, Refer to Table 503
渗透剂系统,参见表503
(a) For all parts and/or materials, except finished machined castings and rotating parts, use Type 1, Level 2. Method B or D. For flight critical parts, add Form D.
除精加工铸件及旋转部件外,所有零件和/或材料均采用I型2级B法或D法。飞行关键部件需追加D表。
(b) For all castings, except rotating castings, use Type I Level 1. Method A, B, or D.
除旋转铸件外,所有铸件均采用I型1级A法、B法或D法。
(c) For all parts identified as high speed rotating parts, use Type 1, Level 3, Method B or D.
所有标识为高速旋转部件的零件,采用1型3级B法或D法。
(d) If so specified in the Component Maintenance Manual, it is permissible to substitute a higher sensitivity level.
若部件维护手册另有规定,可采用更高灵敏度等级。
(e) Penetrant dwell time is 30 minutes minimum.
渗透剂停留时间不少于30分钟。
(f) Non-fluorescent penetrant is only used when specified by the controlling documents.
非荧光渗透剂仅在控制文件指定时使用。
![图片[1]-INSPECTION 检查 三 Inspection Procedures-航修札记](https://www.aeroacm.com/wp-content/uploads/2026/06/20260602235910697-image.png)
(3) Acceptance Requirements – Refer to CMM or other controlling document.
验收要求 – 参照CMM或其他控制文件。
任务2:磁粉检测
NOTE: The CMM, ASB, or SB, takes precedence. If no procedure is specified, refer to ASTM E1444/E1444M for the Magnetic Particle procedure to inspect a part. (AMS 2301 and ASTM E1444/E1444M are replaced by ASTM E1444/E1444M)
注:CMM、ASB或SB文件优先适用。若未规定检测程序,则参照ASTM E1444/E1444M执行零件磁粉检测。(AMS 2301和ASTM E1444/E1444M已被ASTM E1444/E1444M取代)
(1) General
总则
(a) Inspection personnel must meet the certification requirements of Military Specification MIL-STD-410. At least one person must be certified to a level III in the magnetic particle test method.
检验人员须满足军用规范MIL-STD-410的认证要求。至少一名人员须持有磁粉检测方法三级认证。
(b) Magnetic particle examination of parts or material must be done in accordance with a written procedure as outlined in ASTM E1444/E1444M and must be signed and approved by the facility level III certified in the magnetic particle test method. When a technique is not given in the CMM, the procedure must include the specific information concerning the facility equipment, materials and process to be used or be in conjunction with a technique card that contains this same specific information necessary to inspect that part. This applies when a technique is not given in the CMM. All technique cards must also be signed and approved by the facility level III certified in the magnetic particle test method.
零件或材料的磁粉检测须遵循ASTM E1444/E1444M规定的书面程序,并须由该设施内持有磁粉检测方法三级认证的人员签字批准. 当CMM未规定具体检测技术时,程序文件须包含所用设备、材料及工艺的具体信息,或与载有相同检测零件必需信息的检测技术卡配套使用。此要求适用于CMM未规定检测技术的情况。所有检测技术卡均须经磁粉检测方法三级认证人员签字批准。
(c) Magnetizing equipment recommended is three phase, full wave rectified AC or DC current. Coil and toroidal equipment must have a “quick break” feature.
推荐使用三相全波整流交流或直流电流的磁化设备。线圈及环形设备必须具备“快速断电”功能。
(d) Unless otherwise specified in the CMM, the fluorescent wet continuous method must be employed using the techniques and currents as detailed in the CMM.
除非CMM另有规定,必须采用荧光湿法连续检测法,并遵循CMM详述的技术规范与电流参数。
(e) All process controls and equipment calibrations must be conducted in accordance with and within the frequencies outlined in ASTM E1444/E1444M.
所有工艺控制与设备校准须遵循ASTM E1444/E1444M标准规定的频率要求执行。
(f) Painted, peened and phosphate-coated parts must be inspected before these procedures.
涂漆、喷丸及磷化处理的零件须在上述工序前进行检测。
(g) Plated, pickled and passivated parts must be inspected after these procedures except as follows:
电镀、酸洗及钝化处理的零件须在上述工序后进行检测,但下列情况除外:
1 When plating thickness is to be 0.0015 inch or greater, it must be inspected both before and after plating.
当镀层厚度需达0.0015英寸或以上时,必须在镀前镀后均进行检验。
2 When parts are to be passivated:
当零件需进行钝化处理时:
a Parts with a hardness of RC 40 or less may be inspected before or after passivating.
硬度RC 40及以下的零件可在钝化前或钝化后检验。
b Parts with a hardness of RC 40 or more must be inspected after passivating.
硬度RC 40及以上的零件必须在钝化后检验。
(2) Acceptance Requirements – Refer to CMM or other controlling document. See HS 31.
验收要求 – 参照CMM或其他控制文件。参见HS 31。
任务3:残余磁性检测与零件消磁程序
NOTE: This task will give you a procedure to find residual magnetism and a procedure to demagnetize ferromagnetic parts. Use these procedures before you clean or assemble all ferromagnetic steel parts.
注:本任务将提供残余磁性检测程序及铁磁零件消磁程序。所有铁磁钢制零件在清洁或组装前均须执行这些程序。
(1) Procedure 1: Find Residual Magnetism in Ferromagnetic Parts
方法1:检测铁磁零件残余磁性
(a) Use a Model 25 Detection Meter (Range 10-0-10) manufactured by the R.B. Annis Company or equivalent.
使用R.B. Annis公司生产的型号25检测仪(量程10-0-10)或同等设备。
(b) Put the base of the meter against the part.
将检测仪底座贴合零件表面。
(c) Move the meter slowly from side to side on the part.
在零件表面缓慢左右移动检测仪。
(d) Read the values from the meter.
读取检测仪数值。
(e) Make sure the values are not larger than ±3 gauss.
确保读数值不超过±3高斯。
(f) If the value is larger than ±3 gauss, then you must do Task 3, Procedure 2.
若读数值超过±3高斯,则必须执行任务3中的方法2。
(2) Procedure 2: Procedure to Demagnetize Parts with an AC Coil
方法2:交流线圈消磁操作
(a) Put the part 12 inches (30.5 cm) in front of the demagnetization coil.
将零件置于消磁线圈前方12英寸(30.5厘米)处。
(b) Set the timer switch for 30 seconds or more to demagnetize the part.
将定时开关设定为30秒或更长时间进行消磁。
(c) Move the part slowly through the coil until the part is approximately 39 inches (1.0 meter) from the coil.
使零件缓慢通过线圈,直至距离线圈约39英寸(1.0米)。
(d) Stop the coil.
停止线圈运行。
(e) Do Task 3, Procedure 1 to measure residual magnetism.
执行任务3的步骤1测量剩磁。
(f) Repeat demagnetize steps (a) through (e) until residual magnetism is within acceptable limits.
重复消磁步骤(a)至(e),直至残余磁性符合允许范围。










暂无评论内容