内径百分表的使用方法

内径百分表是一种精密测量工具,主要用于测量孔径、内尺寸或者两平行面间的距离,广泛应用于机械加工、汽车维修等行业,主要用于测量孔径、气缸、轴承座等内尺寸的直径、圆度误差、圆柱度误差以及零件的磨损程度。它的构造结合了百分表的精确读数机制与特制的测量探头和伸缩杆,能够深入孔洞内部进行高精度的尺寸检测。
01 内径百分表结构及测量原理
内径百分表通常包括以下几个关键组成部分:
●百分表:作为核心部件,用来显示测量结果,精度可达0.01毫米或更精细。
●表杆与接杆:可伸缩的杆件,根据被测孔径大小选择不同长度的接杆以适应不同测量需求。
●活动测头:位于内径百分表前端,接触被测表面,随孔径变化而移动,将线性位移转化为百分表指针的转动。
●定位装置:如护桥,用于固定测头的位置,确保测量的准确性。
●锁紧螺丝:用于固定百分表和接杆的位置,防止测量过程中滑动。
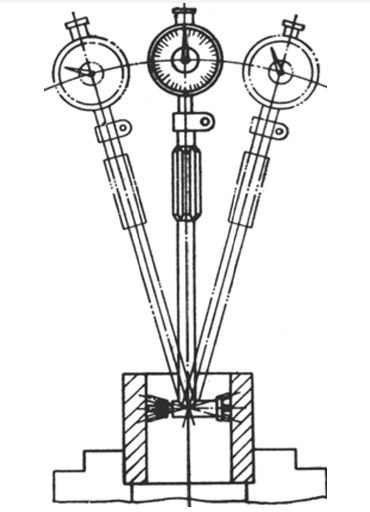
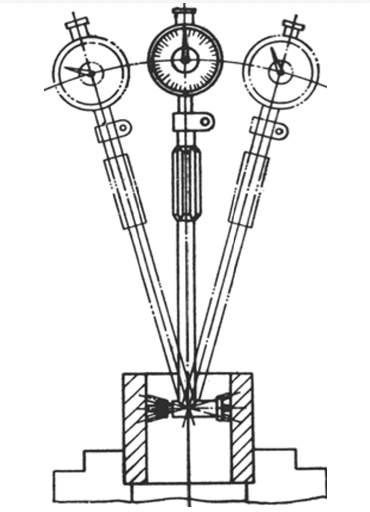
测量原理
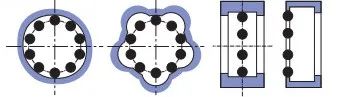
内径百分表是将测头的直线位移变为指针的角位移的计量器具。用比较测量法完成测量,用于不同孔径的尺寸及其形状误差的测量。
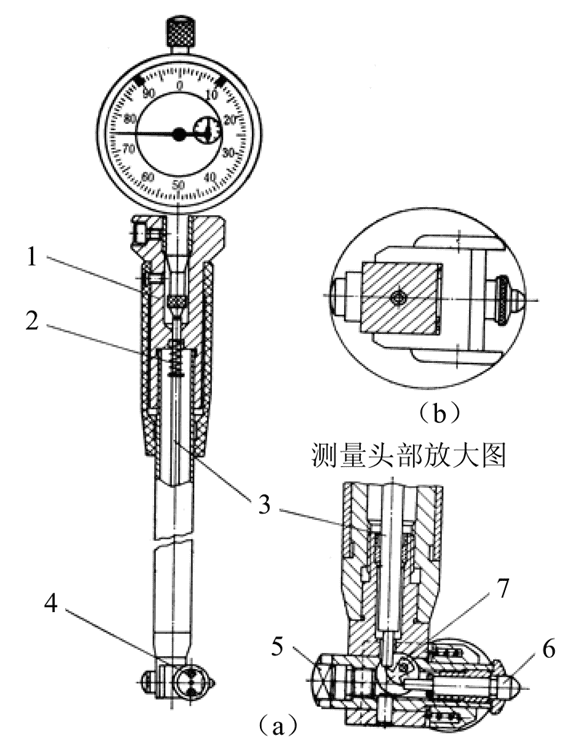
内径百分表结构原理
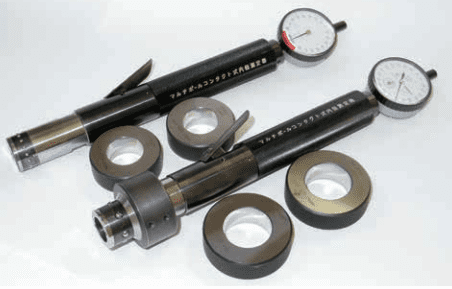
02 常见的内径百度表
目前常见的内径百分表有以下几种:
1.常规内径百分表

标准内径百分表
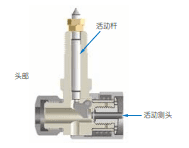
2.小孔径用内径百分表(涨簧式)

小孔径内径百分表(涨簧式)
3.数显内径百分表

数显内径百分表
4.其它特殊内径百分表
用于薄板等特殊部位检测
03 百分表在使用前注意事项
使用前注意事项
- 请用干布将测头及测砧(测头)擦拭干净。
- 测量前的准备,检查表的灵敏度,选合适长度的测量柱等。
- 把百分表插入量表直管轴孔中,缓慢让百分表测头接触表杆,压表量一般取0.15~0.3mm左右。
4.开始测量之前,务必进行基准点调整。
注:使用前确认基准0点非常重要,每次使用前都要确认、校准0点。
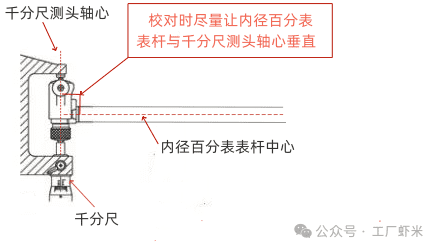
使用千分尺校对
①根据被测尺寸公差的情况,先选择一个千分尺。
②把千分尺调整到被测值名义尺寸并锁紧.
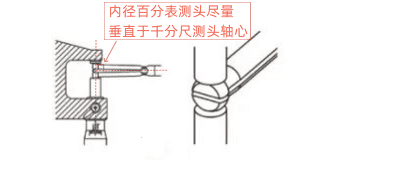
③一手握内径百分表,一手握千分尺.将表的测头放在千分尺内进行校准,注意要使百分表的测杆尽量垂直于千分尺测头轴心,如下图.
小孔径内径百分表(涨簧式)用千分尺校准(基准对0)
使用环规校准
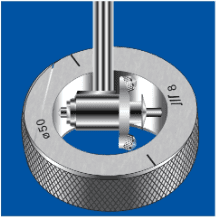
注:校对时,摆动内径百分表,反复几次找到轴向的最小尺寸(转折点)来设置为基准0点 。
04 内径百分表在使用中注意事项
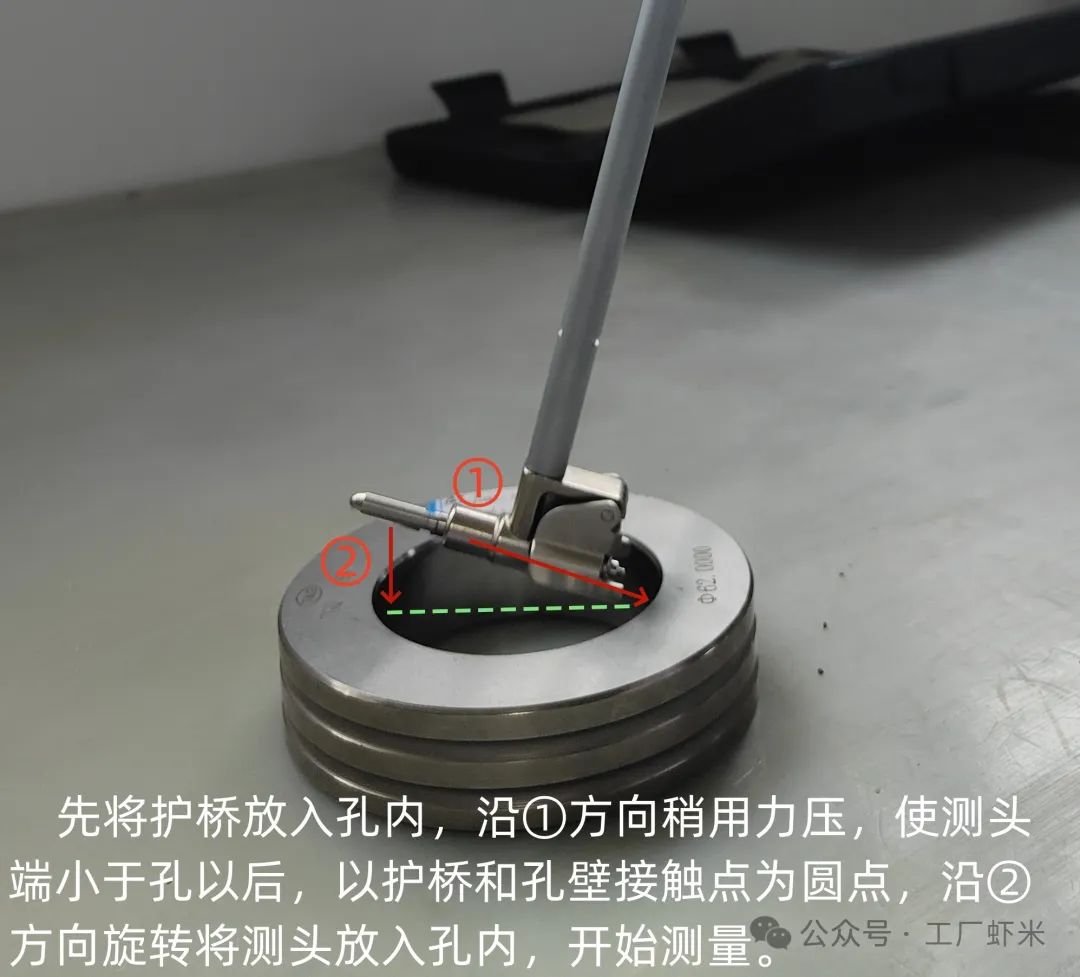
①将内径表放人被测物体时,先将护桥放入孔内,再将可换测头侧的顺序插人。
②检测时,手握内径百分表的隔热手柄,以防手温度对检测精度的影响。

精密测量,环境温度,测量人员手温、手握位置表杆的位置都可能有影响,因此um级零件的精密测量,避免温度对测量的影响,提前半小时将被测零件,内径百分表、校对环规等放置到同一温度的检测环境内,减少温度差.
③内径百分表测量及读数方法
测量:测量零件时的手法和用环规校对时一致,左右摆动找到最小尺寸。
读数:当指针正好在零刻线处,说明被测孔径与标准孔径相等。若指针顺时针方向离开零位,表示被测孔径小于标准环规的孔径;指针逆时针方向离开零位时,表示被测孔径大于标准环规的孔径。
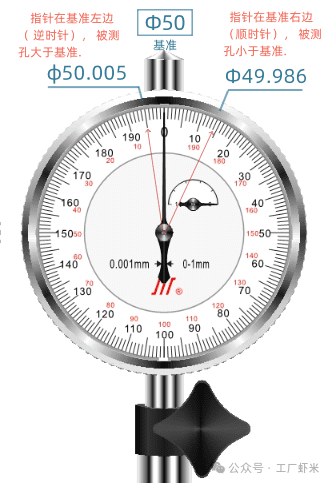
内径百分表(千分表)读数方法
④涨簧式内径百分表更换测头时,需使用专用扳手,以免造成测头损坏,

⑤拆除涨簧测头(测砧)时,尽量拿住螺纹侧,并且是测头不闭合的方向。

⑥长时间使用时,因温度变化等,基准点可能会发生变化,请定期重新确认基准点。
05 使用后注意事项
1.使用后,确认各部位有无损伤并将整体擦拭干净。在附着有水溶性切削油等场所使用后,应擦干水分,涂抹防锈油防锈。
2.活动测头的内部或滑动部位附着有污渍时,请仅将头部浸人酒精等中,使用卡环钳 拆卸,清洗内部, 清洗干净后,充分干燥,务必在活动测头和活动杆上涂上一层薄薄的润滑油。

3.将百分表及相关组件放入专用的盒子里,尽量避免长期存放在在高温高湿、多尘埃及多油污的场所。
参考资料:mitutoyo《精密量仪.量具小知识》;
来源 :📌 原文链接,点击查看









暂无评论内容