2.Packing and Seals
密封与密封件
A.Lubricating and Installing Packings
密封润滑与安装
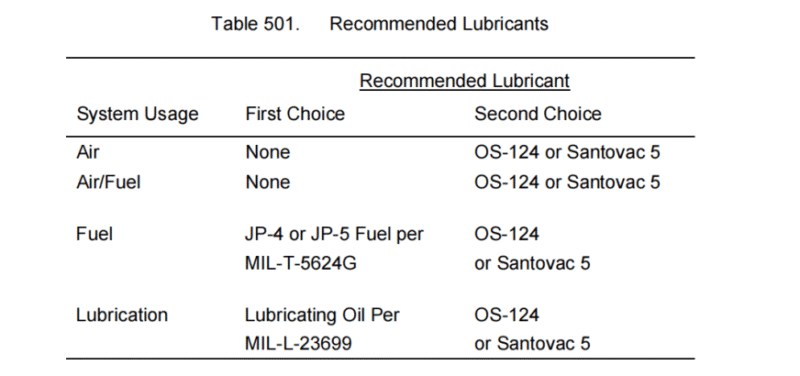
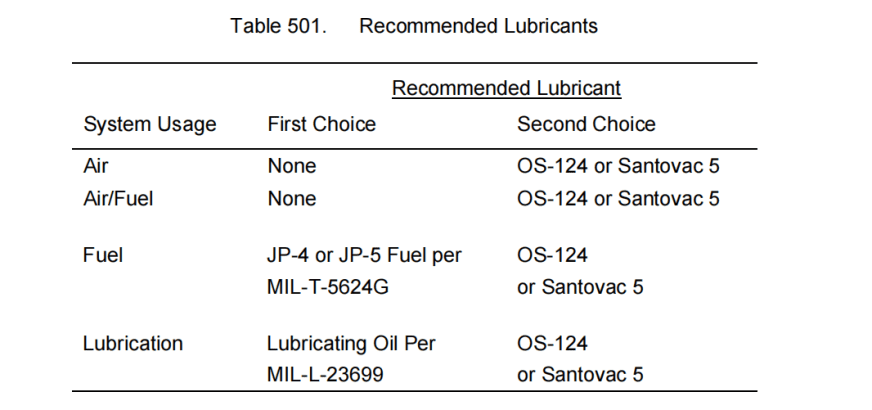
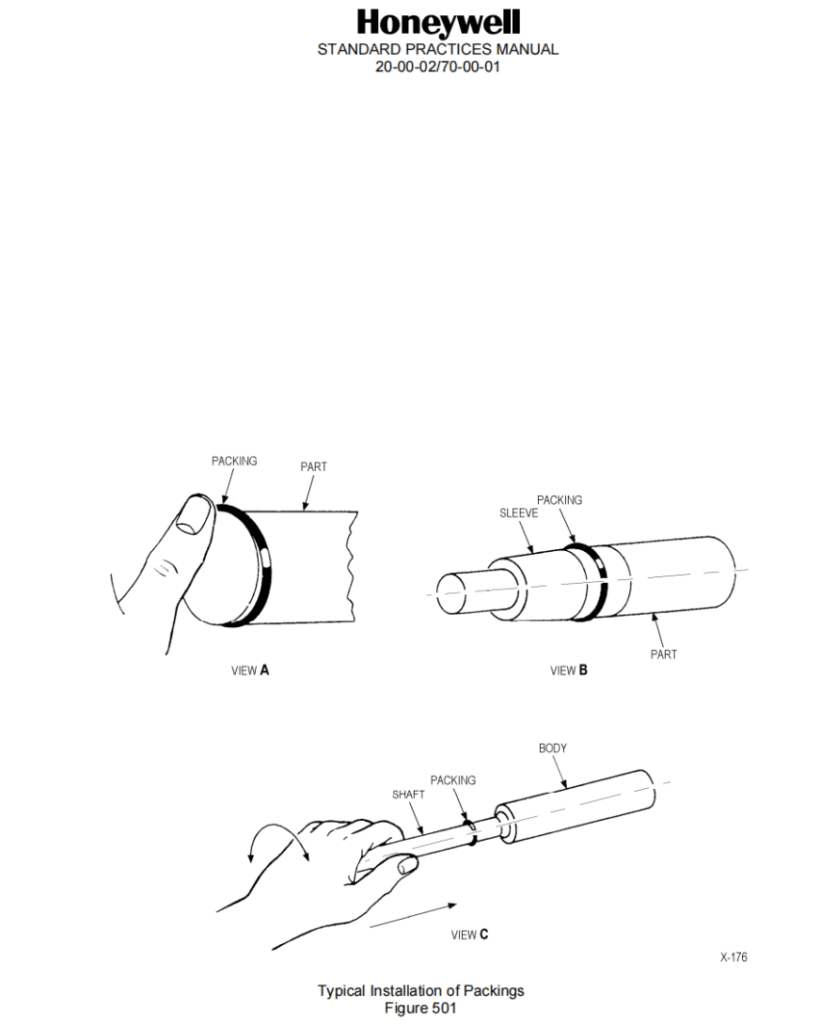
Refer to Table 501 when selecting the type of packing lubricant and Figure 501 for a graphic representation of how to install typical packings.
选择密封润滑剂类型时参照表501,典型密封安装方式参见图501示意图。
WARNING: THE LUBRICANTS LISTED HAVE BEEN RATED AS NON-IRRITATING AND NON-TOXIC; HOWEVER, PRECAUTIONS SHOULD BE TAKEN TO PREVENT INADVERTENT CONTAMINATION OF EYES AND NASAL PASSAGES. IF SKIN IRRITATION SHOULD OCCUR, WASH THE AFFECTED AREA THOROUGHLY IN CLEAN WATER.
警告:所列润滑剂经评定为无刺激性且无毒; 但仍需采取预防措施避免意外接触眼部及鼻腔。若发生皮肤刺激,请用清水彻底冲洗影响区域。
(1) Carefully roll lubricated packing over end of part as shown in View A. Roll or slide packing along part, carefully rolling it over any chamfered shoulder, etc., until it drops in groove. After packing installation in groove, remove any twists in packing caused by rolling.
如图A所示,将润滑过的密封卷绕至零件末端。沿零件表面滚动或滑动密封,仔细将其卷过所有倒角肩等部位,直至密封落入沟槽。密封安装入槽后,需消除因卷绕造成的扭结。
NOTE: The use of lubricant on packings is helpful in preventing twisting, tearing, and cutting of the elastomer during installation. The lubricant shall be applied as a thin, even coat. Recommended lubricants are listed in Table 501, however, packings should be lubricated with lubricant specified in applicable manual.
注:在密封上使用润滑剂有助于防止安装过程中弹性体发生扭曲、撕裂和切割。润滑剂应均匀薄涂。推荐润滑剂参见表501,但密封应使用适用手册指定的润滑剂。
(2) If part is threaded, or has sharp edges, keyways, or splines, it may be necessary to install packing on a sleeve. Insert threaded or sharp portions of part into a suitable sleeve and roll packing off sleeve and into the packing groove of part as shown in View B.
若零件带螺纹、锐边、键槽或花键,可能需要将密封安装在套管上。将零件的螺纹或锐边部分插入合适的套管,如图B所示,将密封从套管上滚入零件的密封槽。
(3) As shown in View C, slowly and carefully slide shaft into bore of body, using a twisting motion, back and forth, so packing will slide past any grooves or cross holes without shearing or clipping.
如视图C所示,将轴缓慢且谨慎地滑入主体孔内,同时采用扭转动作反复前后推拉,使密封顺利通过任何沟槽或横孔,避免剪切或夹断.
B.Heat-set Seal Installation
热定型密封件安装
Determine the application or Class of the heat set seals prior to attempting installation:
安装前需确定热定型密封件的应用场景或等级:
NOTE: Elastomer seals, such as packings, used in sliding applications subject to critical leakage or low hysteresis requirements can be heat set to improve fit and function. Seals to be heat set are classified as follows: Class I, Part No. S8990-X and Class II, Part No. 663700-X. Class II seals may be heat set in the functional unit but Class I seals shall be heat set in a fixture prior to installation unless specifically authorized otherwise. The fixture used shall duplicate the dimensions of the using hardware. Heat set seals normally incorporate the use of bridge seals. The bridge seal shall be installed over the elastomer seal prior to heat-setting operation.
注:用于滑动工况且需满足关键泄漏或低滞后要求的弹性体密封(如密封),可通过热定型工艺提升配合精度与功能性能。需热定型的密封件分类如下:I类(零件号S8990-X)与II类(零件号663700-X)。II类密封件可在功能部件内热定型,但I类密封件必须在安装前使用专用夹具热定型(除非另有特别授权)。所用夹具尺寸须与实际安装硬件完全匹配。热定型密封件通常需配合桥形密封件使用。桥形密封件应在热定型操作前安装于弹性体密封件之上。
CAUTION: WHEN A FIXTURE IS USED, CARE SHALL BE EXERCISED IN REMOVING THE HEAT SET SEAL TO PREVENT ROLLING OR OTHERWISE DEFORMING THE SET SHAPE OF THE ELASTOMER. CARE SHALL BE EXERCISED IN INSTALLING HEAT SET SEALS IN THE FUNCTIONAL HARDWARE, IN THE PROPER ATTITUDE.
注意:使用夹具时,拆卸热定型密封件须谨慎操作,避免弹性体定型后的形状发生卷曲或其他变形。将热定型密封件安装至功能硬件时,须确保其姿态正确。
(1) Install seals to be heat set into functional hardware or in a fixture specified in applicable manual for unit in work.
将需热定型的密封件安装至功能性硬件或部件操作手册指定的专用夹具中。
(2) Heat set Class I seal at 515 to 535°F (268 to 279°C) and Class II seals at 340 to 360°F (171 to 182°C) for two hours.
I类密封件在515至535°F(268至279°C)下热定型两小时,II类密封件在340至360°F(171至182°C)下热定型两小时。
(3) Allow alloy assembly to cool at room temperature prior to removing seals.
待合金组件在室温下冷却后方可拆卸密封件。
C.Forming Lip Seals
唇形密封件成型
If lip seal is not formed, install the seal on pilot specified in applicable manual to form the seal lip in the correct direction.
若唇形密封件未成型,需将其安装在适用手册指定的导向件上,以正确方向成型密封唇。












暂无评论内容