
15. Repairing Damaged/Oversize Threads 修理损坏/超尺寸螺纹
NOTE: Refer to Method No. 407A, 407B, and 407C for repair of loose or damaged inserts. Prepare for and install standard Helicoil®, or (in case of Helicoil® thread rework) by using a Helicoil;® twin-sert to meet resultant required thread. Damaged or oversize threads in aluminum or magnesium (where wall thicknesses are 0.050 inch or greater at thinnest point) may be processed to original manual thread requirements using suitable Keensert® installation.
注:松动或损坏的钢丝螺套修理请参照方法407A、407B及407C。准备并安装标准Helicoil®螺纹修复件;若需修复Helicoil®螺纹,则使用Helicoil®双螺纹修复件以满足最终螺纹要求。铝或镁合金材料(最薄处壁厚≥0.050英寸)的损坏或超尺寸螺纹,可通过安装适配的Keensert®修复件恢复至原始手册螺纹要求。
Method No. 415A:采用Helicoil钢丝螺套与Helicoil 双钢丝螺套修理损坏或超尺寸螺纹
Repair damaged or oversize threads as follows:
按以下步骤修理损坏或超尺寸螺纹:
WARNING: USE THE CORRECT PERSONAL PROTECTION. PROCEDURES THAT NEED GRIND/MACHINE WORK WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES.
警告:必须使用正确防护装备。涉及磨削/机械加工的工序会产生松散颗粒,可能进入眼睛。
CAUTION: DO NOT INSTALL ANY STEEL INSERTS INTO ALUMINUM OR MAGNESIUM ALLOYS UNTIL AFTER THE PART HAS BEEN PROTECTIVE COATED (ANODIZE OR ANODIC COATING).
注意:铝合金或镁合金零件必须完成保护性涂层处理(阳极氧化或阳极涂层)后,方可安装任何钢制螺纹套。
(1) Machine to remove damaged threads with minimum removal of parent material. Refer to applicable manual for Repaired Limits.
通过机械加工去除损坏螺纹,尽量减少母材切削量。修理限值请参阅适用手册。
(2) Deburr repaired surfaces.
对修理表面进行去毛刺处理。
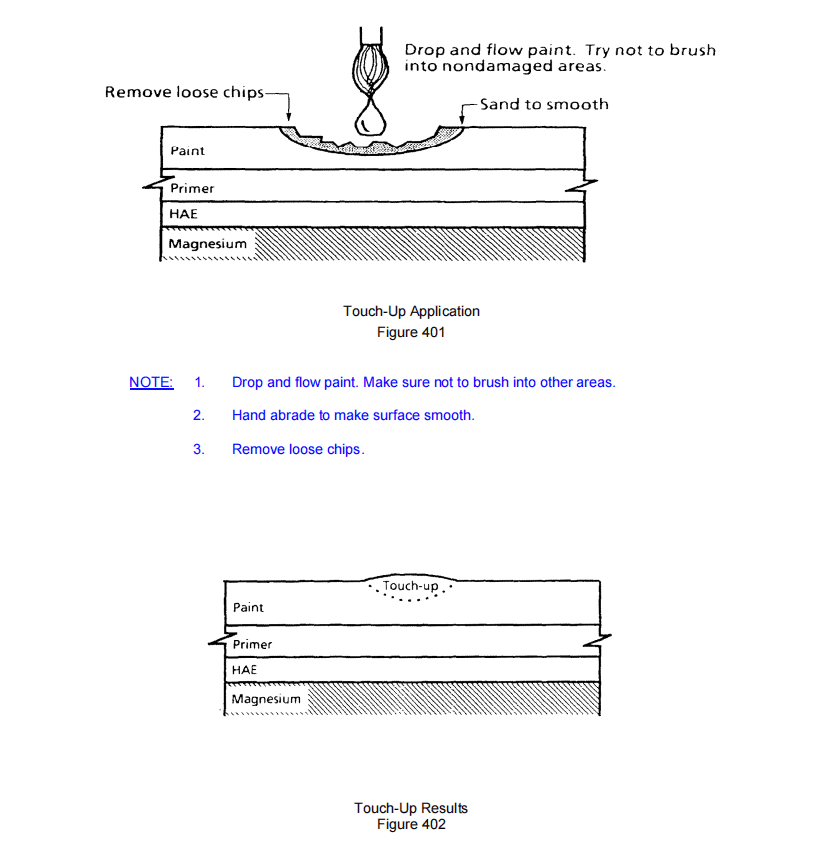
(3) Touch-up bare metal surfaces.
修补裸露金属表面
(a) Chemical film touch-up bare aluminum surfaces. Refer to Method No. 403N.
铝表面化学涂层修理。参照Method No.403N。
(b) Chemical film touch-up bare magnesium surfaces. Refer to Method No. 403O.
镁表面化学涂层修理。参照Method No.403O。
(4) Clean repaired surface. Refer to SECTION II – CLEANING.
清洁修理表面。参照SECTION II – CLEANING。
(5) Install Helicoil Insert or Twin-Sert.
安装Helicoil钢丝螺套或双钢丝螺套螺纹套。
NOTE: Use Helicoil Insert class “C” (stainless steel), unless otherwise specified.
注:除非另有说明,应使用Helicoil钢丝螺套C级(不锈钢材质)。
NOTE: Install Helicoil Insert with epoxy primer. Refer to manufacturer’s instructions.
注:安装Helicoil钢丝螺套时需使用环氧底漆。参照制造商说明。
NOTE: Twin-sert are machined for and installed at the same operation, refer to manufacturer’s instructions.
注:Twin-sert钢丝螺套需在同一工序中加工并安装,参照制造商说明。
NOTE: Twin-sert must be used when a “no go” gage can be inserted in a tapped hole for helical insert.
注:当螺纹孔可插入螺旋钢丝螺套的“不合格”量规时,必须使用Twin-sert。
NOTE: Tangless inserts and tanged inserts are interchangeable.
注:无柄钢丝螺套与带柄钢丝螺套可互换使用。
CAUTION: SUFFICIENT WALL THICKNESS MUST BE PRESET TO AVOID PART WILL NOT CRACK, BREAK OR CHIP WHEN THE INSERT, BOLT OR SCREW IS TORQUED.
注意:必须预留足够壁厚,避免在拧紧钢丝螺套、螺栓或螺钉时导致零件开裂、断裂或崩缺。
CAUTION: BOSSES MEETING DOD SPEC AND10050, DESIGNED TO ACCEPT STANDARD “AN” TUBE FITTINGS, REQUIRE A SPECIAL TYPE OF SEALED INSERT AS EXPLAINED IN THE APPLICABLE MANUAL. DO NOT ATTEMPT TO REPAIR THREADS IN THIS TYPE BOSS WITH A HELICAL INSERT.
警告:符合DOD SPEC AND10050标准的凸台,设计用于安装标准“AN”管接头,需采用适用手册中说明的特殊密封型钢丝螺套。严禁使用螺旋钢丝螺套修理此类凸台的螺纹。
(a) Machine hole oversize to the required size.
将孔加工至所需尺寸。
NOTE: Depth of the newly machined hole must not exceed depth of the original thread hole.
注:新加工孔的深度不得超过原螺纹孔深度。
NOTE: Size of the newly machined hole must be of the size required for the insert or twin-sert.
注:新加工孔的尺寸必须符合钢丝螺套或双钢丝螺套的要求。
(b) Tap hole to sufficient depth to the insert or twin-sert. Refer to manufacturer’s instructions.
攻丝至钢丝螺套或双钢丝螺套所需深度。请参照制造商说明。
CAUTION: HELICOIL® TWIN-SERTS MUST BE INSTALLED AS A SET, TWIN SERT HELICOIL® ARE NOT INTERCHANGEABLE WITH STANDARD HELICOILS®.
注意:HELICOIL®双钢丝螺套必须成套安装,双钢丝螺套不可与标准HELICOILS®互换使用。
(c) Install insert or twin-sert. Refer to manufacturer’s instructions.
安装钢丝螺套或双钢丝螺套。参照制造商说明操作。
NOTE: Insert or twin-sert selected must be of a length which permitted the insert to be installed flush 1 turn below the surface of the part to allow maximum length of thread engagement compatible with the depth of the thread hole.
注:所选钢丝螺套或双钢丝螺套长度必须确保安装后低于零件表面1圈,以实现与螺纹孔深度匹配的最大螺纹咬合长度.
NOTE: When installing a twin-sert, use only the matching inner and outer inserts. Do not use a standard helical insert as an inner member of a twin-sert application. Be sure both tangs match up when the inner insert is installed into the outer one.
注意:安装双钢丝螺套时,仅可使用配套的内钢丝螺套与外钢丝螺套。禁止将标准螺旋钢丝螺套作为双钢丝螺套应用中的内钢丝螺套使用。内钢丝螺套装入外钢丝螺套时,务必确保两钢丝螺套的凸耳对齐。
(d) Make sure the two tangs match up when the inner insert is installed into the outer one. Refer to Figure 417.
内钢丝螺套装入外钢丝螺套时,确保两凸耳对齐。参见图417。
(e) Installation torque of a stud into a high torque insert must be more than the torque callout for the same stud installed in magnesium.
高扭矩钢丝螺套内螺柱的安装扭矩必须高于相同螺柱安装在镁合金上的扭矩要求。
NOTE: Use a standard size stud when installing into a high torque insert.
注:安装至高扭矩钢丝螺套时须使用标准尺寸螺柱。
NOTE: Lubricate stud threads with Aircraft Lubricant Grease C02-0010 before installation.
注:安装前需用航空润滑脂C02-0010对螺柱螺纹进行润滑。
![图片[1]-SECTION IV – REPAIR 15-修理损坏/超尺寸螺纹-航修札记](https://www.aeroacm.com/wp-content/uploads/2025/11/20251117000111841-image.png)
![图片[2]-SECTION IV – REPAIR 15-修理损坏/超尺寸螺纹-航修札记](https://www.aeroacm.com/wp-content/uploads/2025/11/20251117000118640-image.png)
![图片[3]-SECTION IV – REPAIR 15-修理损坏/超尺寸螺纹-航修札记](https://www.aeroacm.com/wp-content/uploads/2025/11/20251117000128619-image.png)
![图片[4]-SECTION IV – REPAIR 15-修理损坏/超尺寸螺纹-航修札记](https://www.aeroacm.com/wp-content/uploads/2025/11/20251117000138757-image.png)
![图片[5]-SECTION IV – REPAIR 15-修理损坏/超尺寸螺纹-航修札记](https://www.aeroacm.com/wp-content/uploads/2025/11/20251117000149884-image.png)
Method No. 415B:使用Keensert®修复损坏螺纹。
NOTE: Damaged or oversize threads in aluminum or magnesium (where wall thicknesses are 0.050 inch or more than at thinnest point) must be processed to resultant drawing thread requirements using correct Keensert® installation.
注:铝或镁材料(壁厚在0.050英寸或以上)中的损坏或超尺寸螺纹,必须通过正确安装Keensert®进行处理,以满足图纸规定螺纹要求。
WARNING: USE THE CORRECT PERSONAL PROTECTION. PROCEDURES THAT NEED GRIND/MACHINE WORK WILL CAUSE LOOSE PARTICLES THAT CAN GET IN YOUR EYES.
警告:请使用正确的个人防护装备。需进行磨削/机械加工的工序会产生松散颗粒,可能进入眼睛。
CAUTION: DO NOT INSTALL ANY STEEL INSERTS INTO ALUMINUM OR MAGNESIUM ALLOYS UNTIL AFTER THE PART HAS BEEN PROTECTIVE COATED (ANODIZE OR ANODIC COATING).
注意:在零件完成保护性涂层(阳极氧化或阳极涂层)前,切勿在铝或镁合金上安装任何钢制钢丝螺套。
(1) Machine to remove damaged threads with minimum parent material removal. Refer to applicable manual for Repaired Limits.
通过机械加工去除损坏螺纹,尽量减少母材去除量。修理极限值请参阅适用手册。
(2) Deburr repaired surfaces.
对修理表面进行去毛刺处理。
(3) Touch-up bare metal surfaces.
对裸露金属表面进行修补。
(a) Chemical film touch-up bare aluminum surfaces. Refer to Method No. 403N.
裸露铝表面化学涂层修理。参照Method No.403N。
(b) Chemical film touch-up bare magnesium surface. Refer to Method No. 403O.
裸露镁表面化学涂层修理。参照Method No.403O。
(4) Clean repaired surface. Refer to SECTION II – CLEANING.
清洁修理表面。参照SECTION II – CLEANING。
(5) Install Keensert®. Refer to manufacturer’s instructions.
安装Keensert®。参照制造商说明。
(6) Perform visual check. Refer to applicable manual for Repaired Limits.
执行目视检查。参照适用手册中的修复限值。










暂无评论内容