千分尺读数及使用方法
在机械领域,针对微米(um)级别的高精度零件测量与检测,传统的游标卡尺往往难以达到所需的精确度。此时,千分尺成为了不可或缺的精密测量工具。
01 外径千分尺及其测量原理
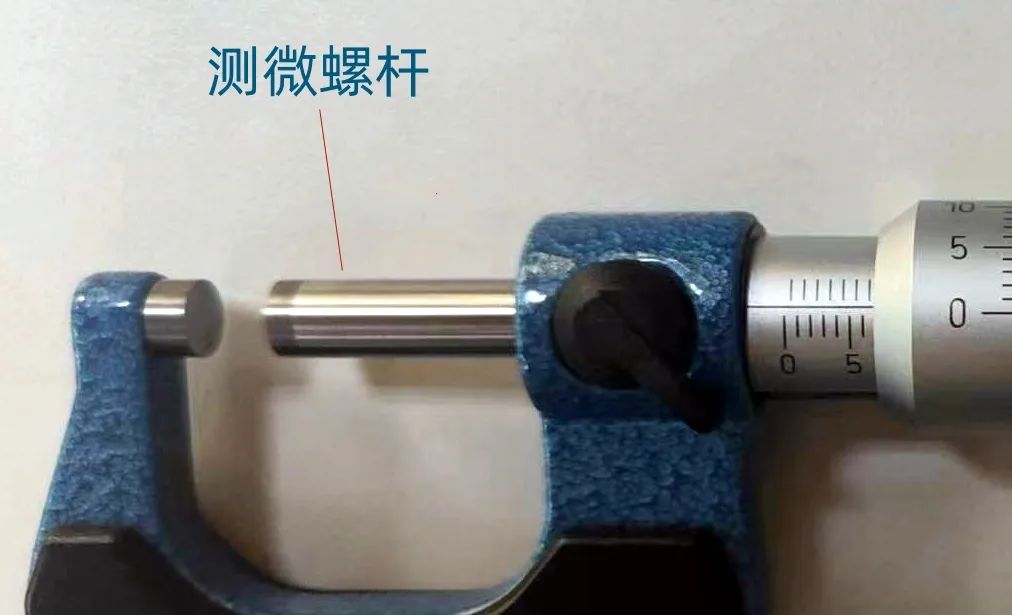
外径千分尺,又名螺旋测微器,通称“千分尺”,是超越游标卡尺精度的精密测量工具,其精度可达到0.01mm、0.02mm或0.05mm,加之估读值,可精准至小数点后三位,即千分位级别。该工具的标准规格涵盖了多个量程,例如0~25mm、25~50mm、50~75mm、75~100mm及100~125mm等,满足不同尺寸测量需求。其结构精巧,主要包括固定尺架、测砧、测微螺杆、固定套筒、微分筒、测力与锁紧装置。固定套筒表面刻有每毫米标记,上方并行排列的刻度则巧妙地将每毫米细分,而微分筒则将自身圆周等分为50份,通过旋转来实现精确读数。
测量原理
外径千分尺的测量原理基于精密的螺旋机构。其核心在于测微螺杆与微分筒(可动刻度筒)的配合。当微分筒旋转一整圈时,测微螺杆会沿着轴线方向精准地前进或后退0.5毫米。鉴于微分筒被等分为50个等分刻度,每旋转一个这样的小分度,就意味着测微螺杆移动了0.5毫米除以50,即0.01毫米。因此,通过观察微分筒上的读数,并结合固定套筒上的初始刻度,就能实现对被测物体尺寸的精确定量,精确到0.01毫米的分辨率,展现了千分尺极高的测量精度。
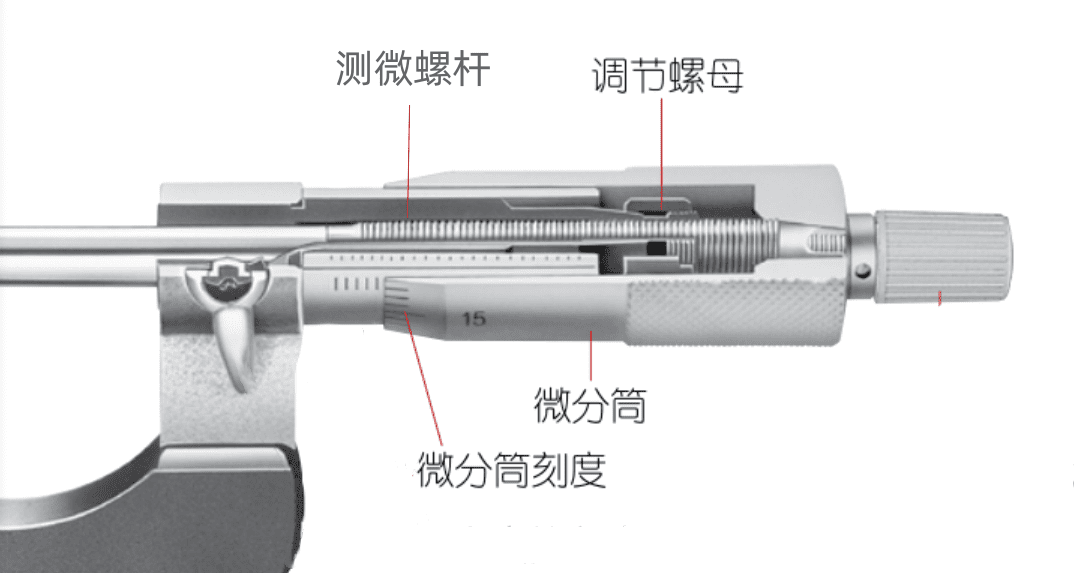
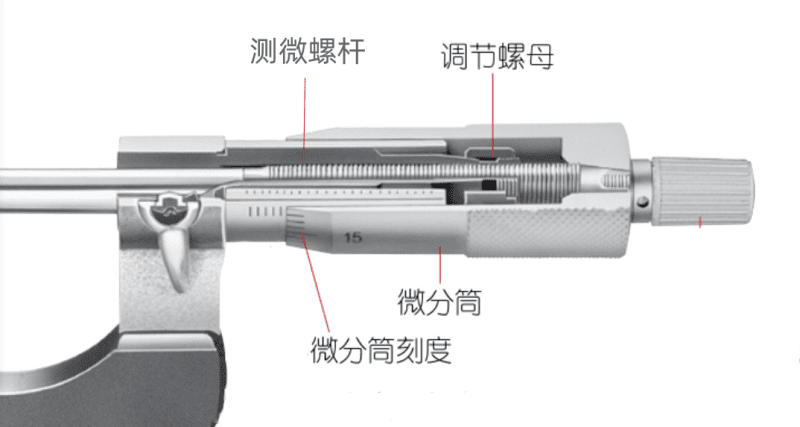
千分尺寸结构原理
02 外径千分尺的种类
外径千分尺的读取方式多样,涵盖传统指针指示的普通型、带有辅助指示装置的改进型,以及采用电子数字显示的现代高科技型,以适应不同用户的需求。目前常见的外径千分尺有以下几种:
1.标准外径千分尺
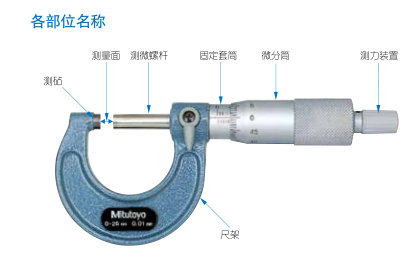
标准外径千分尺
2.数显外径千分尺
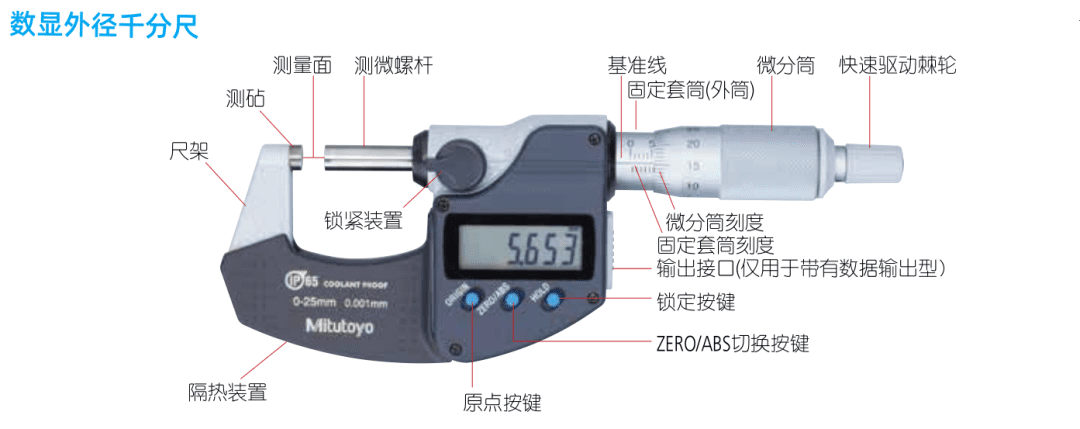
数显外径千分尺
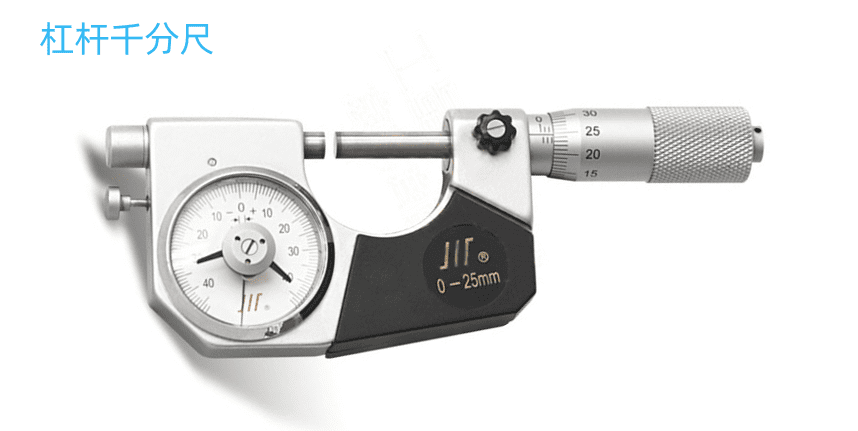
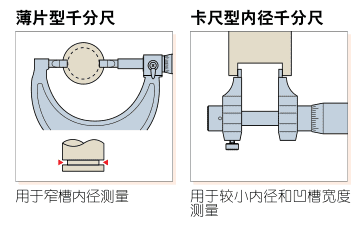
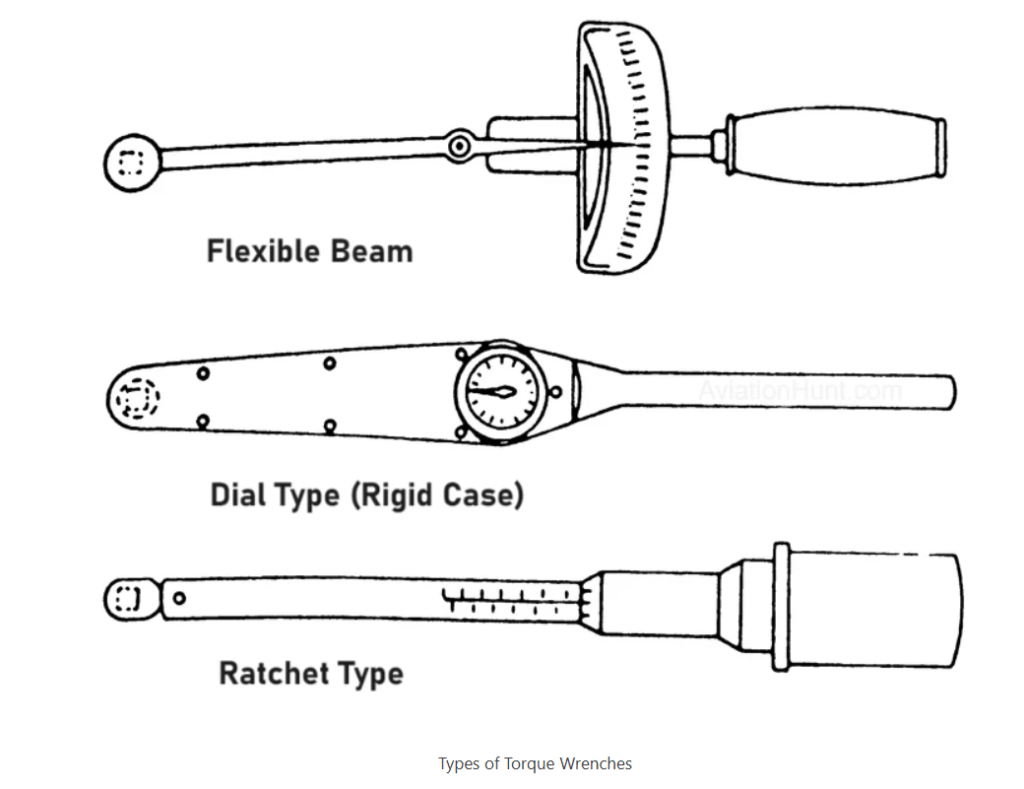
3.杠杆外径千分尺
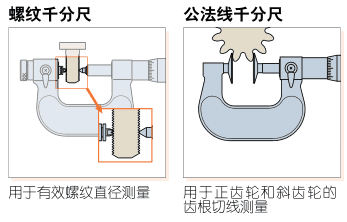
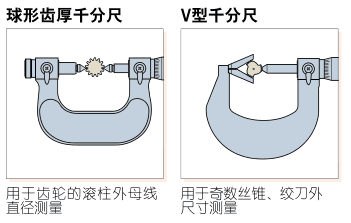
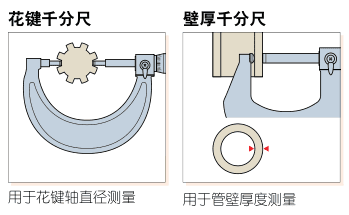
4.其它特殊用途外径千分尺

03 千分尺在使用前注意事项
1.使用前全行程旋转微分筒,确认是否流畅,有无被卡住的现象。
2.清理两个测量面,在测砧、测微螺杆的两个测量面之间放入一张白纸,贴合后轻轻抽出几次,去除测量面的污渍、碎屑和灰尘.

3.使测量面贴合并确认下面的内容:
① 慢慢将两个测量面贴合在一起,使用测力装置(棘轮),旋转棘轮1.5-2圈,施加3~5次的压力(听到”嗒嗒嗒”响声3-5声)。
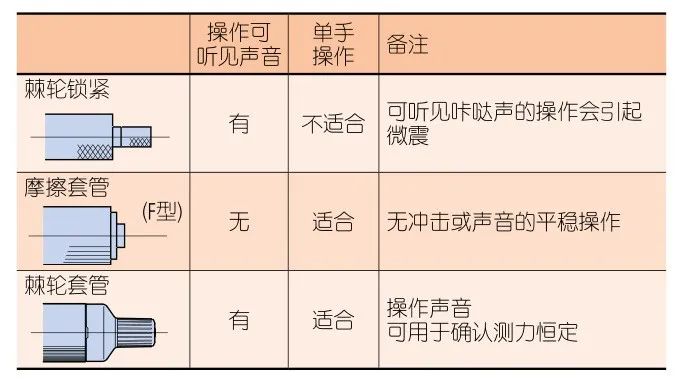
千分尺常见的测力装置(棘轮)

注:旋入时用力过度可能会过度顶入测砧,从而影响测量精度。
②确认基准点(基准对0),0-25mm的范围的千分尺,固定套筒、微分筒、游标刻度均在0点,其它大型千分尺基准与校对杆量杆尺寸一致.
注:使用前确认基准0点非常重要,每次使用前都要确认、校准0点。
04 千尺在使用中注意事项
- 读取刻度时,请将视线对准正面(如下图b),注意视差,斜视会影响读数的准确性。
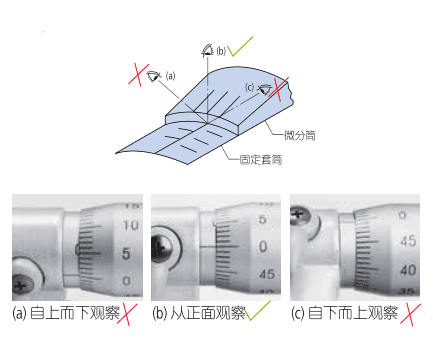
不同视觉读数差异
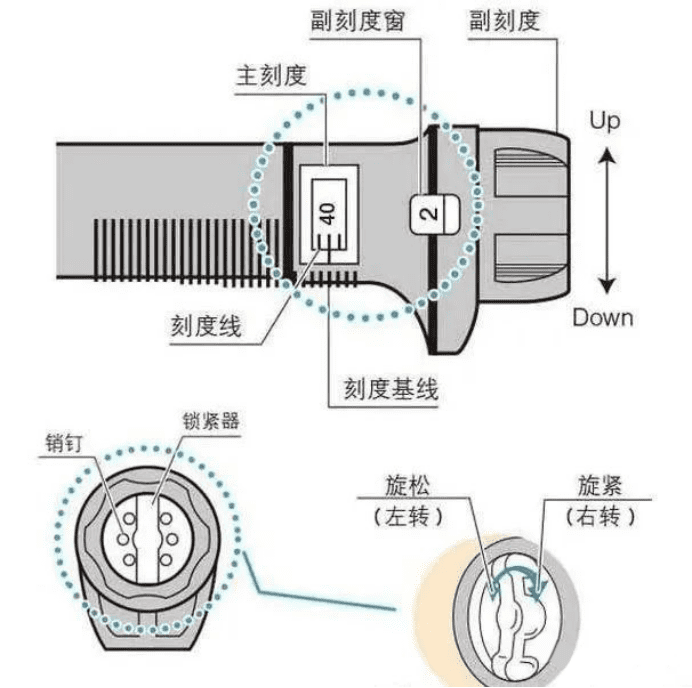
2.带用标准刻度的千分尺读法
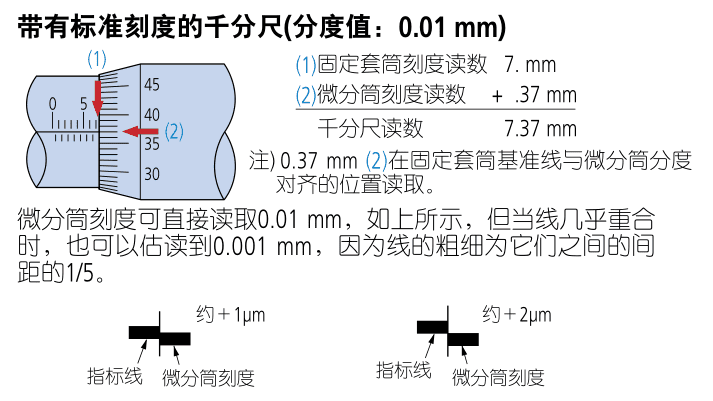
注:标准刻度的千分尺要读到1um单位,实际是据外筒基准线和微分筒刻度的重合量”估读”.
3.带有游标刻度的千分尺寸读法
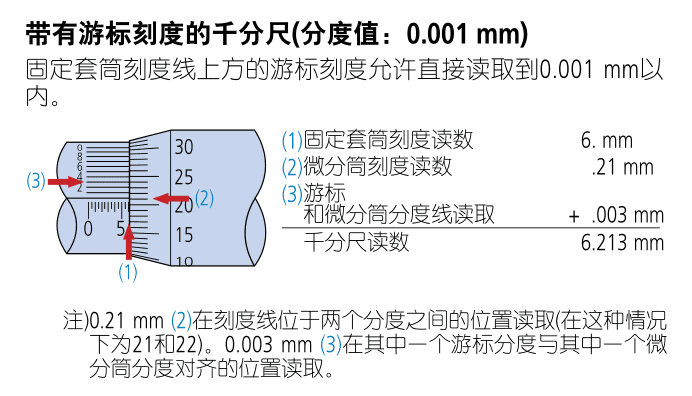
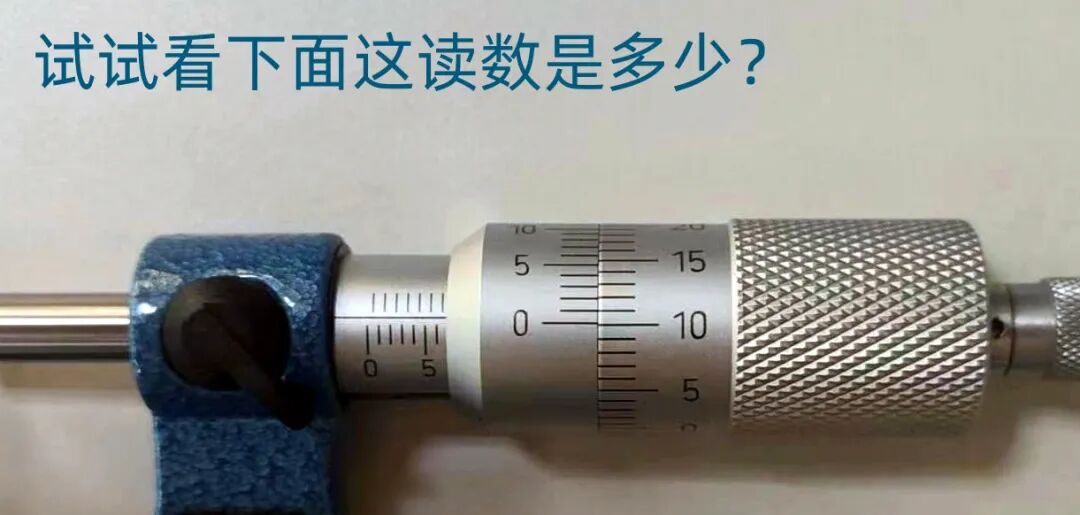
这个刻度读数是多少?可留言讨论。
4.使用时注意测微螺杆不要受到外部的碰撞、撞击等。
5.长时间使用时,因温度变化等,基准点可能会发生变化,请定期重新确认基准点。
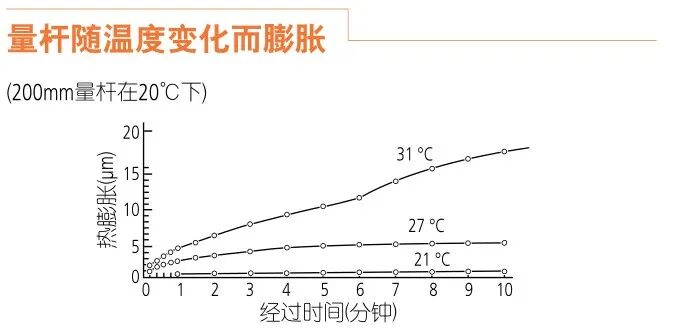
温度对千分尺量杆的影响
(以上数据来源于mitutoyo公开资料)
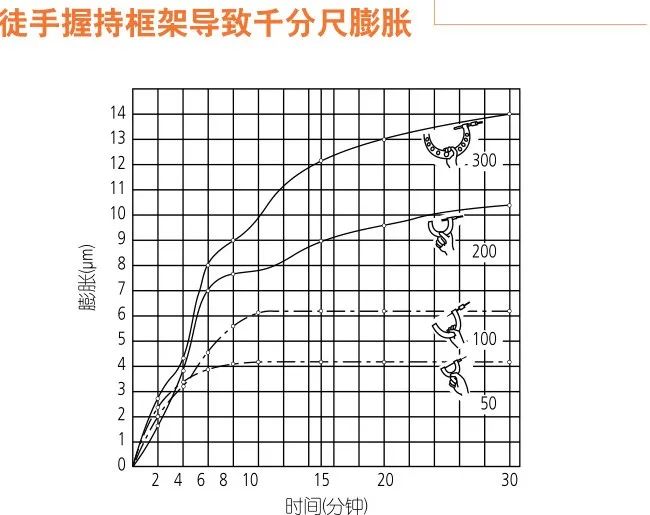
(以上数据来源于mitutoyo公开资料)
从上面两个实验数据来看,环境温度,测量人员手温、千分尺的手握位置、手握千分尺寸时间对测量精度都可能有影响,因此um级零件的精密测量,避免温度对测量的影响,应注意以下几点:
①提前半小时将被测零件,千分尺放置到同一温度的检测环境内,减少温度差.
②手握千分尺时,不要直接握住测微量杆来设置千分尺,尽量戴上手套或通过其隔热材料轻轻支撑长度量杆进行调整.

③尽量减少接触时间,长时间使用时,为避免温度对测量的影响,使用一定时间后应间隔一段时间,重新校准基准0点后再使用.
注:工作中经常遇到一些塞规、铰刀外径的测量,由于这些零件外径公差较小,通常只有2-3um,测量上与供方常出现差异,主要原因之一也就是忽略了温度的影响,统一了检测标准(检具、环境温度、方法)后,此问题基本得到解决,高精度要求的零件加工、检测,温度影响非常大。
带表杠杆千分尺读法:
固定套筒读数+微分筒读数+表盘数值
数显千分尺读法:直接读取数显数值。
05 使用后注意事项
- 使用后,确认各部位有无损伤并将整体擦拭干净。在附着有水溶性切削油等场所使用后,应擦干水分,涂抹防锈油防锈。
- 将测微螺杆与测砧距离调到2mm左右,松开锁紧销后进行保管。

- 长期存放时,需要用润滑油将测微螺杆进行防锈处理。
- 将千分尺放入专用的盒子里,尺量避免长期存放在在高温高湿、多尘埃及多油污的场所。
来源:
📌 原文链接:点击查看










暂无评论内容